4.1 Effect of initial residual stress
In order to investigate the effect of initial residual stress on machining deformation, a finite element simulation was performed using commercial software ABAQUS. In the simulation, the workpiece model is a thin copper sheet of Ø200×3.2 mm, and its mechanical properties are shown in Table 2. The initial residual stresses in Figure 3 are introduced into the workpiece model using a predefined field. Considering the processing time, based on material removal rate of 2: 1 between the upper and lower surfaces, the removal simulation was performed on the workpiece using element birth and death method to process the workpiece to 3.05 mm. To make the model easier, the model is based on several assumptions: (1) the initial residual stresses are uniformly distributed in each layer of the surface. (2) the workpiece surface is an ideal flat. (3) the material removal on the same surface is uniform. (4) the machining stress introduction is ignored during the material removal.
Table 2 The main mechanical properties of the thin copper sheet
|
Parameters
|
Value
|
|
Young’s modulus
|
119000 Mpa
|
|
Poisson’ s ratio
|
0.34
|
|
Density
|
8960 kg/m3
|
The element type of the mesh set in the FEM is C3D8R, with a total of 112896 elements and 119136 nodes. In order to ensure that the workpiece can be deformed freely without rigid movement, the five nodes at the center of the workpiece are set as fixed constraints. After the material is removed, the initial residual stress is redistributed, and the deformation simulation results are shown in Figure 8.
In order to study the influence of material removal on the deformation of workpiece, the above finite element model was simulated by equal removal of upper and lower surface materials. The workpiece was processed to 3.15mm by the method of element birth and death according to the material removal rate of 1:1 on upper and lower surface. The deformation simulation results are shown in Figure 9.
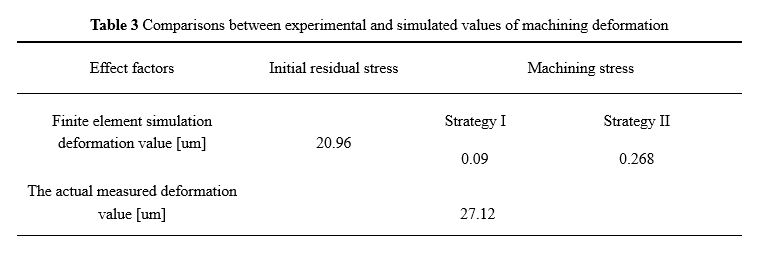
Figure 8 is a deformation diagram of the machining process after considering only the influence of the initial residual stress with uneven material removal of upper and lower surfaces. It can be seen that the workpiece undergoes symmetrical warping deformation, and the maximum deformation of the workpiece occurs at the edge of the workpiece, and the maximum deformation is 20.96 μm. It can be seen from Figure 9 that the maximum deformation of the workpiece is only 5 μm with the uniformly material remove of the upper and lower surface. Because the material is removed uniformly, the residual stress can be released uniformly which has little effect on the deformation of the workpiece. However, due to the uneven removal of the upper and lower surface materials during double-sided lapping, the redistribution of initial residual stress results in warpage of the workpiece.
4.2 Effect of machining stress
In view of the influence of processing stress on deformation, there are two mapping strategies. Strategy 1 is to introduce the average of the residual stresses on the upper and lower surfaces as measured in Figure 5 into the finite element model. Strategy II is to consider the uneven distribution of the residual stress on the workpiece surface caused by the uneven distribution of the workpiece pressure and the abrasive trajectory during the lapping process, the two factors have different effects on the radial direction of the workpiece [25], which makes the distribution of the residual stress show a certain trend along the radius direction. According to the above analysis and measurement results in Figure 5, the finite element simulation was carried out by adding stress in three zones on the upper and lower surfaces of the finite element model with thickness of 3.15 mm as shown in Figure 10. The simulation result is shown in Figure 11.
Only considering the deformation of the workpiece with the corresponding thickness caused by the machining stress, the finite element simulation results are shown in Figure 11. It can be seen that the warpage degree of the simulation results using strategy II is greater than that of strategy I. However, due to the approximation of the stress induced by double-sided lapping on both sides of the workpiece under this parameter, the deformation is very small, which is only 0.268 um and can be neglected.
From the results listed above, it is obvious that the deformation caused by initial residual stress is much larger than the machining stress. Thus, the deformation after double-sided lapping is mainly caused by the initial residual stress.
{kind=link}