4.1. Machined surface profile and geometrical texture of slot bottom
The overall processing quality evaluation of slot-milling includes the evaluation of the slot bottom and the slot side wall. To evaluate the machined surface quality of slot bottom, surface profile, surface roughness and geometrical texture in UVASM and CSM were tested for different machining conditions.
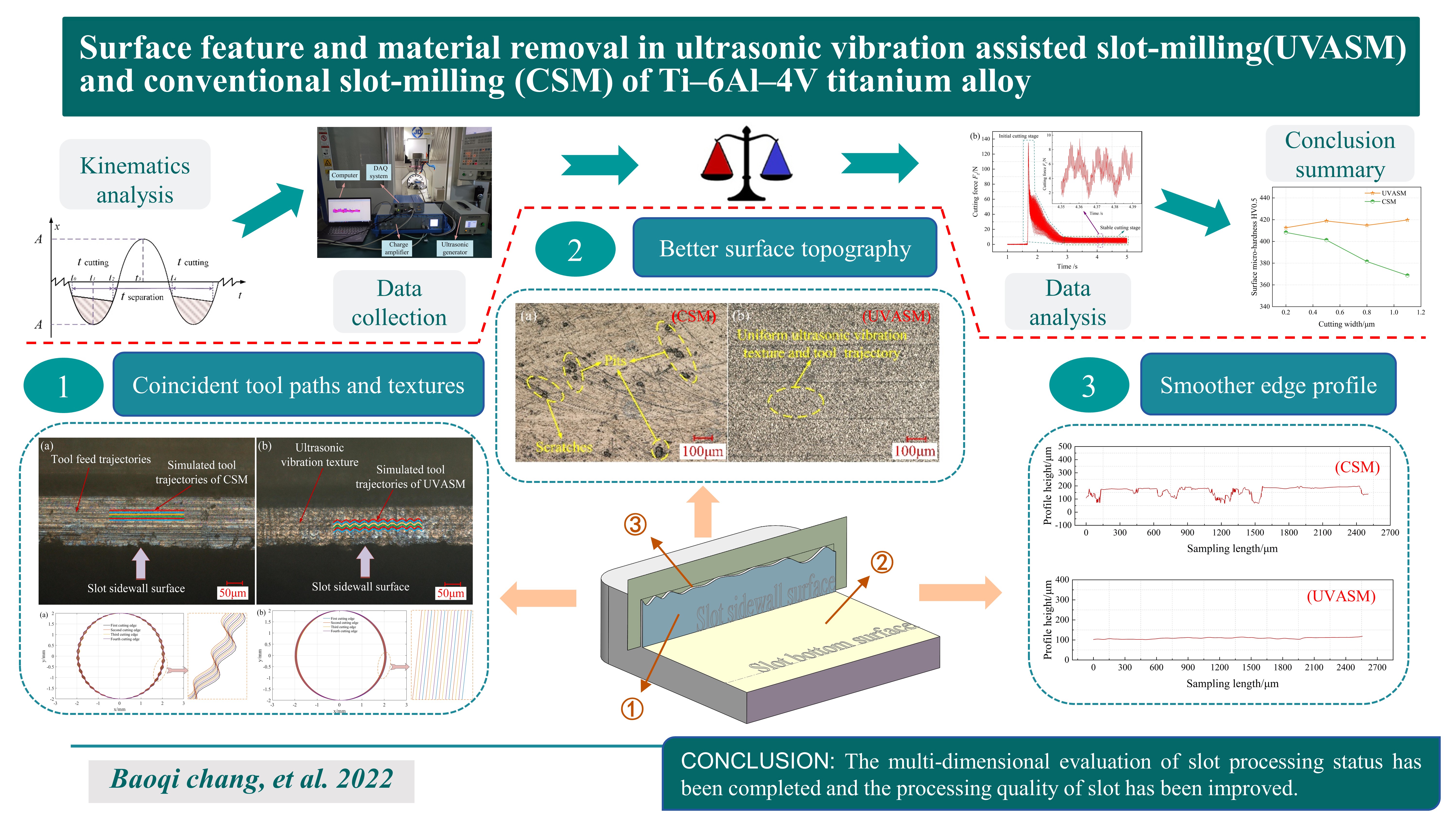
The movement of the cutting tool directly determines the material removal mode and the geometric micro-texture of machined surface. The surface topography detected by Ultra-depth microscope is presented in Fig. 5.
Figure 5 shows the surface topographies characteristics of UVASM and CSM with different cutting depths. As shown in Fig. 5(a, b, c, d), a multitude of scratches appear on the surface of CSM and the depth and width of scratches increase to varying degrees with the increase of cutting depth. When ap=0.08mm, the machining defects on CM surface begin to appear, which manifest as irregular material removal. When the cutting depth increases to ap=0.10mm, the irregular material removal is intensified, which causes that the local processing defects evolve into multi-position pit-shaped surfaces. Moreover, the tool trajectory and cutting width traces almost completely disappear. The cause of local processing defects and pit-shaped surface is that the material is not removed evenly and completely following the motion trajectory of the cutting edge, but falls off or peel off in pieces.
As shown in Fig. 5(e, f, g, h), the UVASM surface exhibits regular ultrasonic vibration texture, clear tool trajectory and obvious cutting width. When the cutting depth increases, the integrity and uniformity of ultrasonic vibration texture can be maintained. However, when ap=0.08mm, slight machining defects also appear on the machined surface. Observation and analysis found that the ultrasonic vibration in the axial direction does not change the motion trajectory of the tool in the feed direction, but increase the high-frequency intermittent contact and separation of the tool-workpiece in the axial direction of the tool, which is manifested as dense ultrasonic action points on the machined surface. As a result, the dynamic change of the cutting thickness in UVASM is achieved, so that the material can be removed with a smaller cutting amount during the machining process. In addition, the high-frequency intermittent of the tool-workpiece processing method can promote the penetration of cutting fluid into the cutting area, taking away the chips to prevent scratching the machined surface. Therefore, UVASM can make the material removal process more refined and uniform, thereby forming a clean and uniform processing surface.
The microscopic removal mechanism of materials is an important factor affecting the surface quality. Statistics shows that the adjacent area of the cutting width is the high-frequency zone where processing defects occur, especially in CSM, and the material is more likely to peel off and form a pit-shaped surface. It shows that the material can be removed evenly and completely following the motion trajectory of the cutting edge and the ultrasonic vibration trajectory in UVASM. Comparing the surface topographies in UVASM and CSM, the UVASM method can greatly avoid the scratches of the machined surface and reduce the formation of processing defects. Therefore, uniform micro-textures in UVASM method significantly improves the topography of machined surface, where a multitude of uniform micro-textures replace disordered tool marks and machining defects that occur on CSM surfaces.
Figure 6 shows the two-dimensional(2D) and three-dimensional(3D) topographies characteristics of the machined surface under the same milling parameters and different ultrasonic power. The zero of ultrasonic power represents the CSM. As shown in Fig. 6 (e), the CSM surface shows obvious tool trajectory and cutting width, and the surface roughness is 0.144µm. As shown in Fig. 6(b), unobvious ultrasonic vibration texture and tool trajectory appear on the machined surface when the ultrasonic power is 60%. Accordingly, the tool axial vibration forms an undulating profile with a small height on the surface in Fig. 6(f). A profile with a small undulation degree represents a low surface roughness value (Sa=0.124µm). With the increase of ultrasonic power, the axial amplitude of the tool increases, and the ultrasonic vibration texture and tool trajectory become clear and complete. At the same time, the tool with ultrasonic vibration creates many machining marks on the surface, such as "peak" and "trough", which aggravates the surface undulation. When the ultrasonic power is 70% and 80%, the surface roughness is 0.186µm and 0.157µm, respectively.
As shown in Fig. 7, there is more undulating profile in the direction perpendicular to the machined surface in UVASM than that of CSM. A profile curve with a smaller peak value caused by small ultrasonic amplitude represents a lower roughness value. When the ultrasonic amplitude increase, the peak value of the surface profile curve becomes larger leading to an increase in the roughness value. When ultrasonic vibration is applied in the direction perpendicular to the machining surface, the magnitude of the ultrasonic amplitude will directly affect the profile curve and roughness of the machined surface. The larger ultrasonic amplitude does not mean the smaller the surface roughness. Therefore, it is necessary to select the appropriate ultrasonic amplitude and processing parameters to match the relationship between them, thereby obtain a lower surface roughness.
4.2. Topography and profile of slot sidewall
In slot milling, machining defects usually occur at the slot sidewalls that affect the overall machining quality, such as edge chipping and material spalling. Therefore, it is essential to carry out a comprehensive evaluation of the machining quality of slot sidewalls.
4.2.1 Analysis of tool trajectory
Because the position of the tool relative to the slot bottom and sidewall is different, the tool trajectories formed by the tool tips on the slot bottom and the slot sidewall are different. The motion trajectories of tool tips on the slot sidewall during CSM and UVASM process can be expressed as Eq. (2) and Eq. (3)[19], respectively.
$$\left\{ \begin{gathered} {\text{x}}=R\cos (\omega t - \frac{{2\pi ({Z_i} - 1)}}{N})+{v_f}t \hfill \\ y=R\sin (\omega t - \frac{{2\pi ({Z_i} - 1)}}{N}) \hfill \\ \end{gathered} \right.$$
2
$$\left\{ \begin{gathered} x=R\cos (\omega t - \frac{{2\pi ({Z_i} - 1)}}{N})+{v_f}t+A\sin (2\pi f+\theta ) \hfill \\ {\text{y}}=R\sin (\omega t - \frac{{2\pi ({Z_i} - 1)}}{N}) \hfill \\ \end{gathered} \right.$$
3
where R denotes the milling cutter radius, ω denotes the spindle angular velocity, vf denotes the feed rate, f denotes the resonant frequency of ultrasonic system, N is the number of flutes, Zi (i = 1,2,3,4) is the sequence number of cutting edges, and θ is the phase difference between adjacent waveforms.
The motion trajectories of tool tips in CSM and UVASM described by the above formulas are shown in Fig. 8. As shown in Fig. 8, the local magnified motion trajectories of the cutting edge in UVASM are similar to sine curves, while that of CSM are adjacent straight lines. In UVASM, the cutting edge performs high-frequency intermittent milling with a sinusoidal trajectory forming the constantly changing dynamic cutting thickness. Compared with CSM, the approximately straight cutting trajectory represents the constant cutting thickness. Therefore, the introduction of ultrasonic vibration can refine the material removal process and reduce the cutting force to a certain extent.
As shown in Fig. 9, the milling force signal along the tool axial direction is mainly divided into the initial cutting stage and the stable cutting stage. In the initial cutting stage, the tool continuously cuts into the workpiece material until it reaches the predetermined cutting depth and then enters the stable cutting stage. In the initial cutting stage of CSM, the instantaneous maximum milling force is Fzmax=141.6N, and the duration of the initial cutting stage is t = 2.1s. Correspondingly, in the initial cutting stage of UVASM, the instantaneous maximum milling force is Fzmax=129.3N, and the duration of the initial cutting stage is t = 1.2s. Compared with CSM, the instantaneous maximum milling force and duration of the initial cutting stage in UVASM are reduced by 8.7% and 42.9%, respectively. By enlarging the milling force in the stable cutting stage, it can be found that the milling force waveform in UVASM has a high-frequency and small-amplitude force fluctuation signal on the original periodic vibration waveform. In CSM, the milling force waveform is composed of similar sine wave and clutter waveform caused by the rotating cutting edge. This shows that there are high-frequency contact and separation between the tool-workpiece during the entire milling process in UVASM, forming a unique combination of high-frequency intermittent cutting force and sinusoidally changing milling force. Analyzing the milling force in the stable stage, it is found that the milling force (Fz=8.6N) in UVASM is reduced by 12.2% compared to the CSM force (Fz =9.8N).
4.2.2 Analysis of the processing quality of the slot sidewall
The processed workpiece was divided into several parts by WEDM, and the surface topography and edge profile of the slot sidewall was observed under the Ultra-depth microscope, as shown in Fig. 10.
It can be observed that the surface textures in Fig. 11 are highly consistent with the simulated tool trajectories in Fig. 8. In CSM, the adjacent cutting lines at different times generate the machined surface with obvious tool feed trajectories. In contrast, relative uniform vibration micro-texture appears on the machined surfaces due to the application of ultrasonic vibration in UVASM. Therefore, it could be concluded that the machined surface topographies are mainly governed by tool trajectories in both CSM and UVASM methods, depending on the tool tips trajectories in Fig. 8 and surface topographies in Fig. 11.
Figure 12 shows the topographies of the slot sidewall edge in UVASM and CSM under different cutting depths, and Fig. 13 shows the profile curve of the slot sidewall edge with corresponding parameters obtained in the sectional view of the sidewall. As shown in Fig. 12, the sidewall surface shows obvious tool feed trajectories in CSM, while that of UVASM is uniform ultrasonic vibration trajectories. In Fig. 12(a, c, e, g), edge breakage and edge crack occur on the edge of sidewall in CSM. When ap=0.10mm, a lot of material spalling and edge breakage appeared on the sidewall edge, which showed as the irregular edge profile curve in Fig. 13(a, c, e, g). Correspondingly, in Fig. 12 (b, d, f, h) and Fig. 13 (b, d, f, h), when ap=0.04mm and ap=0.06mm, the edge of slot sidewall in UVASM is clear and complete, showing a uniform material removal trace and regular profile curve. When ap=0.08mm and ap=0.10mm, edge breakage phenomenon also appears on the sidewall edge, but its quantity and degree are much smaller than that of CSM under the same parameters.
As mentioned in section 4.2.1, the cutting edge performs high-frequency intermittent milling with a sinusoidal trajectory forming the dynamic cutting thickness and the reduction of cutting force in UVASM. Therefore, the edge material of slot sidewall can be removed uniformly with a smaller amount of removal, which greatly reduces the phenomenon of material spalling and edge breakage. Improvement mechanism can be explained by the combined advantages of dynamic cutting thickness, intermittent machining and small cutting force in UVASM.
4.3. Morphological characteristics of chips
The collected chips were cleaned with alcohol by ultrasonic clean er to remove the cutting fluid attached on the chips surface. As shown in Fig. 15, the chips surface in CSM show obvious tool feed trajectories, while that of UVASM shows uniform ultrasonic vibration micro-textures. The surface textures of chips in UVASM and CSM are highly consistent with that shown in Fig. 11. In addition, it is found that the chips edges in UVASM show a uniform jagged profile, and their positions are in good agreement with the ultrasonic vibration textures of the chips surface. As shown in Fig. 14, the jagged cutting marks will be left on the chip edges when the cutter tip cuts into the workpiece.
The chips edges show irregular profile and different material removal phenomena with the increase of cutting depth in CSM. As shown in Fig. 15 (b, c, d), when ap=0.06mm and ap=0.08mm, the chips edges begin to spalling off resulting in the disordered edge profile. When ap=0.10mm, the chips edges appear material accumulation and tearing phenomena due to irregular material removal. Correspondingly, when ap=0.10mm, the increase of cutting depth leads to the loss or stacking of sawtooth on the jagged edges of chips in UVASM showing an uneven jagged edge phenomenon.
Comparing the chip morphologies under the two processing methods, it can be found that the length of the chips in UVASM are smaller than that in CSM and the regularity and uniformity of the chips shape are higher than that in CSM. The uniformity and shortness of the chips also reflect the uniformity and thoroughness of the workpiece material removal process. Short chips are more likely to be taken away by cutting fluid in the milling process, which represents fewer surface scratch. This conclusion is very consistent with Fig. 5. Combined with the description in Section 2, the chips in UVASM are also subjected to additional cutting force FU during the removing process and the cutting thickness is also dynamically changing, so it is easier to obtain shorter chips than that in CSM. In summary, it can be concluded that the unique high-frequency intermittent processing method in UVASM has better chip breaking effect and surface anti-scratch effect.
4.4. Subsurface microstructure
Figure 16 shows the subsurface microstructure of the workpiece cross-sectional, which was observed by a scanning electron microscope (SEM). The material subsurface can be divided into two zones: plastic deformation zone and bulk material zone. The bulk material zone is defined as the material part were not impacted by the cutting tool with sparse microstructure, while the plastic deformation zone is defined as the material part were impacted by the cutting tool with tight microstructure. It is observed that the width of the plastic deformation zone in UVASM is larger than that in CSM. The reason is that the workpiece surface is not only extruded by the tool, but also hammered by the axial ultrasonic in UVASM, while the workpiece surface is only extruded by the tool in CSM. Therefore, under the dual action, the subsurface microstructure is tighter and wider in UVASM than that of CSM.
It is generally accepted that the hardened surface is the result of work hardening caused by plastic deformation during the cutting process[36, 37]. The thickness of the plastic deformation layer represents the degree of work hardening. The results show that the UVASM can obtain deeper plastic deformation layer, which indicates that it can have higher work hardening and surface micro-hardness.
4.5. Micro-hardness
Micro-hardness is usually determined by the coupling effect of mechanical and thermal loads. High micro-hardness represents the ability of material to resist residual deformation and damage. The micro-hardness of the surface and subsurface was tested, as shown in Figs. 17 and 19, in order to investigate the mechanical characteristics of machined surface. The micro-hardness at each parameter was measured three times and the average value was taken as the hardness for different machined surface. The bulk material micro-hardness value is approximately 366 HV.
Figure 17 shows the corresponding relationship among the surface micro-hardness and the cutting width, cutting depth, feed speed and ultrasonic power factor in UVASM and CSM. As shown in Fig. 17(a, b, c), the surface micro-hardness in UVASM and CSM are both higher than the hardness of the bulk material, and the surface micro-hardness of UVASM is higher than that of CSM. In Fig. 17(a), the surface micro-hardness of CSM continuously decreases with the increase of the cutting width, while the surface micro-hardness in UVASM shows an overall upward trend. In Fig. 17(b, c), there is no specific change trend of surface micro-hardness in the two processing methods. In Fig. 17(d), the surface micro-hardness first increases and then decreases as the power factor increases. And when the power factor is 60% and 90%, its micro-hardness is less than that of CSM. The results show that the relatively high micro-hardness can be obtained when the power factor is 80%.
According to the above analysis, it can be concluded that work hardening exists in both processing methods. This is because of the extrusion and friction of cutting edge on the material during milling process, which causes the plastic deformation and hardening of the machined surface. The tool attached with axial ultrasonic vibration in UVASM continuously hammer the workpiece surface resulting in an increase in the micro-hardness value. In addition, the high frequency intermittent cutting mode in UVASM brings additional rubbing, burnishing and the cutting-extrusion effects, which increases the surface micro-hardness.
The micro-indentation array in the subsurface is illustrated in Fig. 18. The first micro-hardness measurement of the subsurface was taken at the depth of 50µm beneath the machined surface. Afterwards, each row was offset 80µm in the depth direction until 615µm beneath the machined surface, and the distance between each column was 100µm. As illustrated in Fig. 19, the micro-hardness of the subsurface in both processing methods generally decreases with the increase of depth. Moreover, the micro-hardness of subsurface in UVASM is significantly higher than that in CSM at different depths except that the depth is equal to 455µm, which can be attributed to the enhanced work hardening caused by the application of ultrasonic vibration.
In addition, it is found that the subsurface micro-hardness at 375µm below the machined surface in UVASM is less than the hardness of the bulk material, while that of CSM is at 295µm. This shows that the UVASM can obtain a thicker plastic deformation layer, which is the same as the conclusion obtained in Section 4.4. It can also be observed that the micro-hardness values drop to micro-hardness values (366HV) of bulk material beyond the depth about 295µm and 375µm in CSM and UVASM respectively, which indicates that no significant work hardening effect beyond this depth.
{kind=link}