3.1 Surface morphology and composition
The coating process of quaternary composites on the surface of the CFs have been monitored by SEM observation and infrared characterization. As shown in Fig. 2(a), neat CFs had relatively smooth surfaces. The CF has numerous active hydroxyl groups in its chemical structure, which would ensure the adhesion and distribution of coating materials on the surface. Thus the fabrics coated with the GO sheets and further by spraying APTES solution still exhibited very smooth surface. However, the slight increase in the surface roughness of the fabrics could be seen after GO/APP/PANI solution was sprayed into the surface of the CFs, and became rougher and rougher with further increase of the number of assembled layers accompanying with the fully coverage of the gaps among the cotton fibers by the GO sheets as shown in Fig. 2(a). No obvious aggregation of the GO sheets and PANI nanofibers could be observed, and the good dispersion of GO sheets and PANI nanofibers could result in a noticeable barrier effect on mass and heat transfer as well as marked flame retardancy.
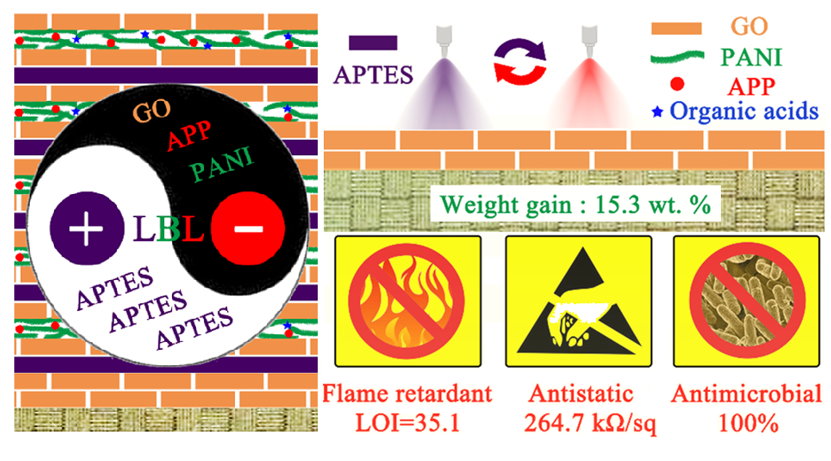
Furthermore, Fig. 2(a) also gives the SEM image of cross section for (P–PANI)5, and apparently, the existence of nanoscale coating on the CF. By the way, the assembled content in the coated fabric was 15.3 wt. % for (P–PANI)5. It is believed that the construction of nanoscale protective coatings could better exert the molecular interaction between different layers and the synergistic effect of different elements. Moreover, the PANI nanofibers were intercalated into the GO layers enlarge the gaps between the GO sheets, being similar to the hot–dog structure as displayed in the insert in Fig. 2(a), which could form nearly closed subspace to resist heat and oxygen. By the way, the average diameter of PANI nanofibers from SEM images was about 79.6 ± 10.3 nm of PANI–P as illustrated in Fig. 2(a). These results indicated that the easy–operating LBL spraying assembly could form a homogeneous and ultrathin coating on the surface of the CFs (Wang et al. 2020b).
The chemical structures of the CFs before and after coating were characterized by ATR–FTIR spectroscopy as displayed in Fig. 2(b). The main characteristic peaks for neat CF could be seen such as the broad absorption peak at 3260–3500 cm− 1 could be assigned to stretching vibrations of O–H groups, at 2903 cm− 1 to CH2 groups, around 1429, 1366 and 1318 cm− 1 to C–H in–plane bending, deformation stretching and wagging, respectively, and about 1155 and 1024 cm− 1 to C–O–C stretching vibrations of the cellulose backbone (Fang et al. 2016a, 2016b; Pan et al. 2015; Zeng et al. 2020). When the CF was coated with GO, two new peaks located at 1202 and 1051 cm− 1 could be corresponded to the C–O (epoxy and alkoxy) stretching in GO, respectively (Wang et al. 2019). After further spraying APTES solution, a new peak at 1521 cm− 1 appeared, which was associated to –NH3+ groups of hydrolyzed APTES (Wang et al. 2018). Furthermore, after coating with the GO sheets intercalated with PANI nanofibers, two main characteristic peaks could be observed at about 1590 and 1453 cm− 1, which could be attributed to quinonoid and benzenoid ring–stretching vibrations of the PANI, respectively (Liang et al. 2015; Zeng et al. 2015). The peak at approximately 3053 cm− 1 could be ascribed to the –NH4– vibration bands in APP molecules (Fang et al. 2015; Zhao et al. 2015). Moreover, Strong interaction between the carboxylate groups of GO and –NH3+ groups of hydrolyzed APTES or PANI occurred, resulting in the appearance of three new peaks at near 1618, 1436, and 1312 cm− 1 corresponding to amide I, II, and III, respectively (Wang et al. 2018). More clearly, apart from those for cellulose, the thicker assembled layer, the stronger infrared absorptions for the coating composition, indicating that the multifunctional coating containing APTES hydrolysis and GO/APP/PANI were successfully deposited on the surface of the CFs through spray assisted LBL assembly. These results could be further supported by observing the existence of nitrogen, silicon and phosphorus contents for the coated fabrics with PANI nanofibers doped by various organic acids in XPS spectra as shown in Fig. 2(c). In contrast, only carbon and oxygen contents appeared for neat CF. The chemical components of the CFs before and after coating was listed in Table S1. The highest phosphorus content could be achieved by introducing phytic acid doped PANI nanofibers. During the burning process, phosphorus–containing compounds could promote dehydration and carbonization. More importantly, excellent self–extinguishing characteristics could be expected by bringing into full play the compound synergetic effect and unique advantage of hot–dog structure in the protective coating.
3.2 Flame retardancy
To evaluate the flammability of the CFs, vertical burning test and LOI measurement were used to visually show the actual ignition and diffusion behavior. Figure 3(a) presents surface morphologies of char residues for neat CF and coated fabrics after vertical burning test, and the insert gives the real–time images of the char residues. The LOI values for neat CF and coated fabrics as well as their flammability data were listed in Table S2. After ignition, the CF burned vigorously and spread upward rapidly, and 17 s afterglow could be obviously seen after the flame was extinguished, showing poor fire safety. In contrast, after being coated by APTES and GO/APP/PANI for 5 bilayers, all coated fabrics were hard to ignite, where the flame extinguished immediately once removing the fire source, and the char length were 6.8 cm, 5.8 cm, 6.4 cm and 8.1 cm for (H–PANI)5, (P–PANI)5, (S–PANI)5 and (T–PANI)5, respectively. The LOI value was 18.1 %, 31.6 %, 35.1 %, 33.7 %, and 30.2 % for neat CF, (H–PANI)5, (P–PANI)5, (S–PANI)5, and (T–PANI)5, respectively, indicating great improvement on flame retardant performance of the CF by the protective coating. Among all the coated fabrics, the (P–PANI)5 had the largest LOI value, which could be benefiting from the highest phosphorous content when phytic acid was used as the dopant for PANI nanofibers. Furthermore, it can be observed in low–magnification SEM images as illustrated in Fig. 3(a) that all the fabrics could maintain original textile structure of the CFs after combustion except neat CF, which could contributed to the flame retardant effect of the assembly layer. It is necessary to point out that almost all the uncoated fabric was burned out, and very less residue could be left. Benefiting from phosphorus–nitrogen–silicon synergetic effect, the coating could protect the CFs from fire to some extent, and the char layer formed during combustion could serve as stable thermal insulating layer and shielded the internal cellulose from outside heat and oxygen, as a result, the further thermal decomposition and combustion of the cotton would be efficiently suppressed. It is well known that the high flame retardant efficiency of the intumescent coating was attributed to the strong combination of blowing agent, acid and carbon sources. As shown in Fig. 3(a), many number of bubbles could be seen in high–magnification SEM images for the coated fabrics especially for (P–PANI)5 and (S–PANI)5 due to the expansion of char and the release of voltaic compounds produced during combustion (Pan et al. 2015; Xie et al. 2020). These intumescent bubbles that were related to the nitrogen content in the coating. No surprisingly, (P–PANI)5 and (S–PANI)5 had relatively high nitrogen content as listed in Table S1. In addition, less gaps among all the fibers could be found in their char layers especially for (P–PANI)5 as displayed in Fig. 3(a), in which APP and phytic acid doped PANI could act as both blowing agent and acid source. The compact residual char layer could stop the flame spread effectively, thus the (P–PANI)5 possessed excellent self–extinguishing ability.
Most of widely used flame retardants are designed to inhibit the thermal degradation of the CF through promoting the formation of a thermally stable char. The swollen carbon layer formed by the assembled layer could act as a physical barrier to insulate the release of flammable pyrolysis products to combustion and the transfer of oxygen into the condensed phase, thus preventing the fabrics from further burning (Liu et al. 2019; Li et al. 2019c; Mao et al. 2013). Therefore the char residues of the CFs after vertical flame test were further characterized by Raman spectroscopy. As displayed in the Fig. 3(b), all the char layers derived from neat CF and coated fabrics exhibited two characteristic bands for graphitic structure, in which the G–band (1588 cm− 1) was ascribed to the stretching vibration of sp2–bonds carbon atoms in the aromatic layers of the crystalline graphite, while the D–band (1360 cm− 1) to the vibration of carbon atoms with dangling bonds for the amorphous carbons (Wang et al. 2018). Generally, the area ratio of the D and G bans (AD/AG) is used to estimate the graphitization degree of char residue, where AD and AG are the integrated area of the D and G bands by Lorentz fitting, respectively (Zeng et al. 2020). Compared with neat CF, all the coated fabrics had much lower AD/AG ratio, and further the (P–PANI)5 possessed the lowest AD/AG ratio of 2.38 among all the fabrics. Obviously, the thicker assembled layer on the CF, the larger graphitization degree and higher thermally stability of char layer. Meanwhile, the nature of organic acids also played an important role in the flame retardant properties of the CFs. Apparently, the introducing of phytic acid could provide more effective physical barrier for preventing the diffusion of flammable volatilized products as well as the oxygen and heat entering the condensed phase.
The combustibility and fire hazard of neat CF and coated fabrics were finally evaluated by MCC test as presented in Fig. 4. During the test, the cotton was pyrolyzed in nitrogen, and the volatiles produced were further burned in the presence of oxygen. The data about total heat release (THR), temperature at peak heat release (Tp) and peak heat release rate (pHRR) were summarized in Table S2. As shown in HRR curves, compared with neat CF, all the coated fabric were pyrolyzed earlier, and the Tp decreased by about 60–75 oC. This phenomenon was attributed to the catalytic action of phosphorus–containing assembled layers that could promotes the cotton to dehydrate at lower temperature (Fang et al. 2015). Moreover, the coated fabrics also had lower pHRR and THR values, which could result from strong char forming effect. In other words, spray assisted LBL assembly could reduce the production of combustible gas and enhance the flame retardancy of the CFs (Fang et al. 2015, 2016a; Zhang et al. 2019). More clearly, the value of pHRR decreased by 78.3 % from 277.5 W/g at 390.8°C for cotton fabric to 60.2 W/g at 314.7°C for (P–PANI)5, while the THR value reduced by 49.0 % from 14.3 kJ/g to 7.3 kJ/g. The existence of the flame retardant layer greatly reduced the risk of fires to spread to unburned parts of the coated fabric and also made it easier to extinguish (Fang et al. 2015).
3.3 Thermal stability
The thermal degradation behaviors under both air and nitrogen atmospheres of neat CF and coated fabrics were analyzed by TGA and DTG as depicted in Fig. 5. The initial degradation temperature (T− 5%), the maximum mass loss temperature (Tmax) and char residue percentage at 700 oC were obtained from TGA curves and found in Table 1. As revealed in Fig. 5, all the fabrics mainly exhibited three degradation steps under air atmosphere (Fang et al. 2015; Zeng et al. 2020; Zhou et al. 2020). The first step (70–120 oC) could be ascribed to the removal of the absorbed water, the second step (230–400 oC) to the dehydration and decarboxylation reactions of cellulose, and the last step (450–550 oC) to the further decomposition of residual char that could generate volatile gases CO2 and CO. All the coated fabrics especially the (P–PANI)5 had much lower value of T− 5% and Tmax compared with neat CF, indicating that the decomposition process was carried out in advance through promoting dehydration and carbonization induced by phosphoric acid derivatives from APP and phytic acid, favoring the residue formed and enhancing the thermal stability (Zeng et al. 2020; Zhou et al. 2020). Meanwhile, the more char residue was produced, the less flammable volatiles would be generated, being in favor of the enhancement on the flame retardancy of the CFs. The increased char residue could act as a thermal insulating barrier to inhibit mass/heat transfer between the CF and surroundings, and thus suppress the further decomposition of the cotton in higher temperature. The content of residual char at 700 oC increased significantly from 1.0 wt. % for neat CF to 11.4, 16.7, 12.6 and 10.3 wt. % for (H–PANI)5, (P–PANI)5, (S–PANI)5, and (T–PANI)5, respectively. Apparently, the (P–PANI)5 exhibited the highest thermal stability under nitrogen atmosphere as listed in Table 1. These results indicated that the APTES–GO/APP/PANI assembled layer could improve greatly the flame retardancy of the CF by promoting the formation of thermally stable char layer, and the highest thermal stability could be achieved when phytic acid was applied as the doped acid.
Unlike in air, the representative TGA and DTG curves under nitrogen atmosphere exhibited very different features, and all the fabrics were composed of two main degradation steps appeared in TGA curves under nitrogen atmosphere. As displayed in Fig. 5, compared with neat cotton, all the coated fabrics had similar lower value of T− 5% (above 25 oC) and earlier degradation step (above 39 oC), being mainly attributed to the potentiation of the cotton by phosphor–containing retardant coating (Pan et al. 2015; Zhang et al. 2019). Furthermore, all the coated fabrics revealed much higher thermal stabilities at temperature ranging from 350–700 oC, illustrating the formation of the protective char layer produced from the intumescent coating at high temperature (Chang et al. 2014; Wang et al. 2020a). Particularly, the content of residual char for the (P–PANI)5 increased by about 347.7 % compared with that for neat CF. Note that the char yields at 700 oC for all the coated fabrics under nitrogen atmosphere were notably higher than those under air as illustrated from Table 1. It is concluded that the thermal stability of the coated fabrics could be improved because the oxidation degradation of the char layer could be effectively inhibited under nitrogen atmosphere (Alongi and Malucelli 2015). Thus, the APTES–GO/APP/PANI assembled layer could improve the char yields, hinder the formation rate of volatile compounds and diffusion of volatile gases to the flame zone, as a result, the significant improvement of flame retardancy of the CF could be achieved.
Table 1
Parameters obtained from TGA curves for neat CF and coated fabrics under air and nitrogen atmospheres.
| Fabrics | Weight gain (wt. %) | T− 5% (℃) | Tmax (℃) | Char residue at 700 ℃ (wt. %) |
| Air | N2 | Air | N2 | Air | N2 |
| CF | 0 | 265.5 | 264.5 | 361.6 | 379.9 | 1.0 | 8.6 |
| (H–PANI)5 | 14.1 | 241.8 | 233.2 | 320.7 | 330.0 | 11.4 | 33.7 |
| (P–PANI)5 | 15.3 | 187.0 | 212.4 | 304.5 | 322.2 | 16.7 | 38.5 |
| (S–PANI)5 | 15.7 | 239.4 | 222.9 | 321.2 | 338.2 | 12.6 | 34.1 |
| (T–PANI)5 | 14.8 | 194.2 | 239.1 | 320.1 | 340.5 | 10.3 | 32.7 |
The gas ingredients during the thermal degradation process of neat CF and (P–PANI)5 were detected with thermogravimetric analysis–infrared spectrometry (TG–IR) test. Figure 6 shows the 3D images of the gaseous compounds during thermal degradation process. Obvious difference on infrared absorption for thermal degradation products could be directly observed. Compared with neat CF, the coated fabric could release gaseous compounds at relatively low temperature. For neat CF, the main evolved gasses contained hydrocarbon compounds (2817 cm− 1), carbonyl compounds (1745 cm− 1), CO2 (2354 cm− 1), CO (2177 cm− 1) and methanol (1089 cm− 1). In contrast, there are almost no absorption peaks for hydrocarbon compounds and methanol appeared in the pyrolysis products of the (P–PANI)5, and less H2O and CO2 as well as inflammable gases than those released by neat CFs. The improvement on the flame retardant properties of the cotton could be attributed to thermal decomposition of flame retardant assembled layers that could react with the CFs to alter its thermal decomposition process. Moreover, after normalized with the total mass of the fabric, Fig. 6 further presents the total absorption peak intensity and several main absorption bands of the volatilized products for neat CF and (P–PANI)5 including H2O (3565 cm− 1), CO2 (2354 cm− 1), CO (2177 cm− 1) and carbonyl compounds (1745 cm− 1) (Pan et al. 2020; Zeng et al. 2020; Zhang et al. 2019). From the total absorption curves, the total gas release peak of the CF appeared at 1061 s, while 922 s for the (P–PANI)5, indicating that the existence of APTES–GO/APP/PANI protective layer could accelerate the thermal degradation of the CF, which was consistent with the result obtained from TGA curve. However, it can be clearly seen from the absorption curve of CO that the absorption peak of CO had an obvious hysteresis compared to neat CF, indicating that the introducing of PANI nanofibers doped with phytic acid could delay the release of flammable CO gas. According to the Lambert–Beer law, a linear relationship between the gas concentration and absorption intensity at a specific wavenumber would be obeyed. As illustrated in Fig. 6, all the intensities of pyrolysis products for (P–PANI)5 were much lower than those of neat CF. Furthermore, CO and CO2 are the two toxic gases that mainly threaten the life and health of escapees. Therefore, it is concluded that the coated fabric could obviously reduce the release of toxic gas during the thermal degradation process. These results further indicated that the assembled layers on the surface of the CFs could provide a beneficial physical barrier that would restrain the transfer of mass and heat and insulate oxygen, resulting in the reduction in THR and HRR obtained by MCC test.
3.4 Mechanical, antistatic and antimicrobial properties
Generally, the thicker flame retardant coating on the surface of the CFs, the better self–extinguishing performance, but the worse in the flexibility. Figure 7 (a) presents the stress–strain curves for the CFs before and after coating. The ensile strength was 64.3, 65.8, 65.2, 65.6 and 66.2 N, while elongation at break was 33.0 %, 34.0 %, 33.4 %, 33.5 % and 34.5 % for neat CF, (H–PANI)5, (P–PANI)5, (S–PANI)5 and (T–PANI)5, respectively. Clearly, slight improvement on the mechanical properties of the CF could be observed by introducing ultrathin protective coating as illustrated in Fig. 2(a), implying the surface treatment through spray–assisted layer–by–layer assembly did not damage the structure of the cotton fibers.
To attest the influence of the coatings on the electrical properties of the CF, the sheet resistance (Rs) was measured for all the coated fabrics. The Rs of neat CF could not be detected due to the lack of conductivity. On the contrary, all the coated fabrics possessed excellent antistatic properties due to a conducting network constructed with GO sheets and PANI nanofibers on the surface of the CF as shown in Fig. 7(b). Among all the coated fabrics, the (P–PANI)5 had the lowest Rs of 264.7 kΩ/sq, which could be attributed to highly conductive pathways by introducing phytic acid doped PANI nanofibers with relative high conductivity (Zhou et al. 2020).
The GO sheets were intercalated with PANI nanofibers to form the protective layer that not only enhanced mechanical properties but also improved antibacterial activity against the bacteria of the coated fabrics compared with neat CF. In fact, it has been demonstrated that the CF coated with PANI alone also showed antibacterial activity to some extent (Maráková et al. 2017). As displayed in Fig. 7(c), two typical bacteria, Gram negative Escherichia coli (E. coli) and Gram positive Staphylococcus aureus (S. aureus), were used to compare the antibacterial properties of neat CFs and coated fabrics. The responses to visible light (wavelength of 600 nm) of the CF were almost the same for both E. coli and S. aureus, and the value was about 1.15. For E. coli cultivated in the presence of (H–PANI)5, the response value decreased to about 0.62, but only 0.31 for (P–PANI)5. More clearly, the antibacterial property was greatly enhanced, which could be attributed to the combined effect of both the GO and PANI coated on the surface of the CF. It is believed that the GO could directly contact with bacteria and lead to incidence of irreversible damages and finally destruct the structures of bacterial cell, while PANI nanofibers could kill bacteria by exerting cation adsorption (Fang et al. 2015). Furthermore, the antibacterial performance of the coated fabric improved significantly when the HCl was replaced by to phytic acid. However, for S. aureus cultivated in the presence of all the coated fabrics, no signal could be detected and the bacteria did not breed any more as illustrated in Fig. 7(c). Apparently, the coated fabric was more effective against the Gram negative S. aureus compared than the Gram positive E. coli. In addition, the Kirby–Bauer test was used to determine the antimicrobial actions of coated fabrics on E. coli and S. aureus. It was found that the (P–PANI)5 formed a zone of inhibition compared to neat CF as shown in Fig. 7(c), which further demonstrated that the coated fabric could inhibit the growth of bacteria.
3.5 Comparison and washing durability
The flame retardant, antistatic and antimicrobial performances for the (P–PANI)5 were compared with various multifunctional materials reported previously as presented in Table 2. The excellent self–extinguishing ability, antistatic property and antimicrobial activity were simultaneously achieved, which could contributed to the synergetic effects among nitrogen–, silicon– and phosphorus–based compounds in the protective coating accompanying with the unique structural advantage of the hot–dog that could ensure the good dispersion of the GO, and provide nearly closed subspace to and resist heat and oxygen. Generally, the more coating load, the stronger functional effect of the coated fabric. However, as the coating load content increases, the flexibility of the fabric will become worse. In our work, the loading mass for the (P–PANI)5 was 15.3 wt. %, and the construction of nanoscale protective layer as shown in Fig. 2(a) could enhance the molecular interaction between different layers, and take full advantage of the synergistic effect of different elements. Besides, this kind of multifunctional cotton fabric were fabricated by low–cost and environmentally–friendly spray–assisted layer–by–layer assembly.
Table 2
Comparison of flame retardant, antistatic and antimicrobial performance for various multifunctional coatings
| Weight gain / wt. % | LOI / % | VFT Level | Rs / (kΩ/sq) | Antimicrobial / % | Ref |
| 1.3 | 19.5 | V1 | | 90 | Fang et al. 2015 |
| 4.8 | | V1 | | 100 | Fang et al. 2016a |
| 5.9 | | V1 | 100 | 99.8 | Chen et al. 2016 |
| 8.0 | 27.0 | V0 | | 99.8 | Li et al. 2020 |
| 15.3 | 35.1 | V0 | 264.7 | 100 | This work |
| 16.0 | 30.5 | V0 | | 89 | Safi et al. 2020 |
| 18.6 | 31.9 | V0 | | 97 | Dong et al. 2015 |
| 23.9 | 33.9 | V0 | 1260 | 100 | Zeng et al. 2020 |
| 25.0 | 31.2 | V0 | 1.07 | | Zhang et al. 2020 |
| 26.3 | 23.6 | V1 | 49.7 | | An et al. 2020 |
| 31.7 | 37.0 | V0 | 0.41 | | Zhang et al. 2019 |
| 40.6 | 36.5 | V0 | 1.49 | | Cheng et al. 2020 |
| 41.0 | | | 7700 | 88 | Ramos et al. 2019 |
| 49.2 | 28.6 | V0 | 32.6 | | Chang et al. 2020 |
| 53.8 | 31.9 | V0 | 749 | | Wu et al. 2013 |
| 54.1 | 34.9 | V0 | 47.7 | | Mao et al. 2013 |
The influences of the nature of organic acids on the performances of the coated fabrics was also compared as displayed in Fig. 8. The mass loading of the protective coating was about 14.1, 15.3, 15.7, and 14.8 wt. % for (H–PANI)5, (P–PANI)5, (S–PANI)5, and (T–PANI)5, respectively. It is found that the mass loading at the same number of assembled layers increased when the HCl was replaced by organic acids. Furthermore, the (T–PANI)5 exhibited the best antibacterial performance, but the lowest LOI value and the highest Rs. By contrast, the (P–PANI)5 had not only the best flame retardancy but also had the lowest Rs, but its antibacterial property was inferior to that for (T–PANI)5. In other words, the (P–PANI)5 had the best comprehensive performance among all the coated fabrics. In addition, the washing durability of the coated fabric was evaluated according to GB/T 17595–1998. As illustrated in Fig. 8, the (P–PANI)5 exhibited a decrease in the mass loading from 15.3 wt. % to 13.9 wt. %, an increase in the Rs from 264.7 to 338.6 kΩ/sq, and a reduce in the LOI value from 35.1 % to 29.5 % after 12 laundering cycles. Especially, the (P–PANI)5 could still possessed highly efficient flame retardancy and antistatic property after laundering treatments. The good washability could be attributed to the covalent bonding between adjacent layers as well as strong π–π conjugation and hydrogen bonding interaction in unique hot–dog structure. In addition, strong adhesion of the assembled layers on the surface of the CF could be obtained, which could attributed to numerous hydroxyl groups in the chemical structure of the cotton. Overall, spray–assisted layer–by–layer assembly presented in this work could provide a simple but very effective approach for the fabrication of washable multifunctional CFs and other cellulose substrates. By the way, the hot–dog structure could also be constructed by other one–dimensional nanomaterials such as surface modified carbon nanotubes and halloysite nanotubes (Pandey et al. 2017; Rawtani et al. 2017; Xue et al, 2020).
3.6 Possible functional mechanism
Finally, according to the conclusions above, the possible functional mechanism could be explained by the compound synergetic effect and unique structural advantage in the protective coating. Generally, the excellent self–extinguishment of the coated fabrics could be achieved through the synergistic effect of phosphorus, nitrogen, and silicon by using intumescent flame retardants as blowing agent, acid and carbon sources. When exposed to the fire, the protective coating favored the formation of intumescent char that served as a thermal insulating layer and shielded the internal cellulose from outside heat and oxygen. Furthermore, the construction of nanoscale protective coatings by spray assisted layer–by–layer assembly could better exert the molecular interaction between different layers, as a result, stronger synergistic effect of different elements could be achieved. Moreover, more phosphorus content achieved by introducing phytic acid doped PANI nanofibers could promote dehydration and carbonization, and especially relatively compact char layer could protect the underlying cotton fabrics from spreading the fire and stop further oxidative degradation of cotton fabrics. The excellent self–extinguishing ability of the coated fabrics also attributed to the inorganic nanosilica produced during the combustion, which could act as a barrier to heat, fuel, and oxygen transfer, as well as unique structure of the hot–dog formed by intercalating PANI nanofibers into the GO sheets, which could provide a nearly closed space to prevent the release of flammable pyrolysis products to combustion and the oxygen and heat entering the condensed phase (Fang et al. 2016b; Zeng et al. 2020). These results indicated that the APTES–GO/APP/PANI assembled layer could improve greatly the flame retardancy of the CF by promoting the formation of thermally stable char layer and hindering the formation rate of volatile compounds and diffusion of volatile gases to the flame zone (Zhou et al. 2017). Because the GO and PANI also have the potential to fulfill most requirements for use in conductive and antimicrobial activity (Chang et al. 2020), it is not surprising that the coated fabrics could exhibited sufficient antistatic and excellent antimicrobial properties.
{kind=link}