Establishing an essential proportion of entry variables and focusing on a moderate quantity of chosen variables is imperative. In the forthcoming analysis, we will focus on the reciprocal interaction between cellulose sources, cellulose concentration, PEO concentration, PEO molecular weight, the viscosity of the cellulose cuprammonium solution, and the mean diameter of the resultant nanofibers. The parameters utilized in this study were based on prior research, which indicated that the characteristics of the solution have a more significant influence on the diameter and morphology of electrospun nanofibers made from zein (Neo et al. 2012), than other processing parameters (Neo et al. 2012), for zein fibers (Tan et al. 2005); for poly(L-lactid-co-caprolactone) and poly(L-lactic acid) fibers).
Table 1 presents the solution compositions of cellulose and PEO, as well as the fiber diameter and morphology. Table 2 displays the pertinent electrospinning process parameters for each of the samples. No Taylor cone was observed for cuprammonium cellulose solutions within the 1 to 5-weight percent under the influence of applied voltage. The electrospinning process resulted in a spherical droplet that increased in size with increasing concentration. Ultimately, the droplet was sprayed with minimal extension, which deviates from the typical electrospinning process. The observation of micro- and nanoparticles with a "tailed" morphology was noted upon an elevation in polymer concentration.
Nevertheless, it was observed that the solutions became excessively viscous for electrospinning as the cellulose concentrations were raised beyond 5-weight percent. Specifically, the pumping of solutions to the needle tip proved challenging, and the droplet at the needle tip exhibited minimal deformation despite exposure to a potent electric field. The electrospinning process is widely acknowledged to be influenced by the solution properties, including but not limited to surface tension, viscosity, and net charge density, which are crucial factors in the development of polymer fibers (Schubert 2019). The observed surface tension of the particles emitted through the electrospinning method may be ascribed to the configuration of the polymer chains and the intermolecular forces between these chains. An attempt was made to enhance the spinning efficiency by incorporating PEO, a hydrophilic polymer, into the cellulose cuprammonium solution. PEO was chosen due to its favorable towing characteristics and widespread utilization in electrospinning, attributed to its high viscosity even at low concentrations. Previous studies have reported successful electrospinning outcomes with mixed solutions of PEO and other biodegradable polymers (Chen et al. 2016; Gao et al. 2017; Nikbakht et al. 2020). PEO can facilitate the electrospinning of cellulose due to the cellulose hydroxyl groups and intermolecular interactions among the PEO ether groups. The anticipated outcome of this interaction is the enhancement of PEO-cellulose chain interactions and chain-chain attachment, which keeps stabilized polymer jet during electrospinning.
Table 1
Cellulose and PEO solution combinations and their fiber morphology
|
Sample ID
|
Cellulose Source
|
Cellulose Conc. (%) in Cupram. solution
|
PEO Molecu–lar weight (kDa)
|
PEO Conc. (%) in Aqueous solution
|
Solution Ratio (Cellulose + PEO)
|
Fiber Dia. (nm)
|
Fiber Morphology
|
|
S1
|
Cotton linters
|
2
|
300
|
2
|
1:1
|
145 ± 13
|
Fibers with spindle like beads
|
|
S2
|
Cotton linters
|
3
|
300
|
2
|
1:1
|
176 ± 24
|
Fibers with few spindle-like beads
|
|
S3
|
Cotton linters
|
4
|
300
|
2
|
1:1
|
195 ± 13
|
Beads with few fibers
|
|
S4
|
Cotton linters
|
5
|
300
|
2
|
1:1
|
230 ± 23
|
Fibers with few beads
|
|
S5
|
Cotton linters
|
2
|
500
|
2
|
1:1
|
130 ± 25
|
Spindle like Beads with few fibers
|
|
S6
|
Cotton linters
|
3
|
500
|
2
|
1:1
|
215 ± 11
|
Fibers with spindle like beads
|
|
S7
|
Cotton linters
|
4
|
500
|
2
|
1:1
|
245 ± 16
|
Fibers with spindle like beads
|
|
S8
|
Cotton linters
|
5
|
500
|
2
|
1:1
|
310 ± 23
|
Few fibers with beads
|
|
S9
|
Cotton linters
|
2
|
1000
|
1
|
4:1
|
330 ± 17
|
Fibers with few beads
|
|
S10
|
Cotton linters
|
3
|
1000
|
1.5
|
3:1
|
270 ± 24
|
Fiber with beads
|
|
S11
|
Cotton linters
|
4
|
1000
|
1
|
3:1
|
--
|
Electrospraying
|
|
S12
|
Needle wood
|
2
|
300
|
2
|
1:1
|
130 ± 23
|
Fibers with beads
|
|
S13
|
Needle wood
|
3
|
300
|
2
|
1:1
|
--
|
Electrospraying
|
|
S14
|
Needle wood
|
4
|
300
|
2
|
1:1
|
--
|
Electrospraying
|
|
S15
|
Needle wood
|
5
|
300
|
2
|
1:1
|
225 ± 23
|
Fibers with beads
|
|
S16
|
Needle wood
|
2
|
500
|
2
|
1:1
|
--
|
Electrospraying
|
|
S17
|
Needle wood
|
3
|
500
|
2
|
1:1
|
--
|
Electrospraying
|
|
S18
|
Needle wood
|
4
|
500
|
2
|
1:1
|
270 ± 34
|
Fibers with few beads
|
|
S19
|
Needle wood
|
5
|
500
|
2
|
1:1
|
--
|
Electrospraying
|
|
S20
|
Needle wood
|
2
|
1000
|
1
|
4:1
|
310 ± 28
|
Regular nanofibers
|
|
S21
|
Needle wood
|
3
|
1000
|
1.5
|
3:1
|
150 ± 34
|
Fiber with beads
|
|
S22
|
Needle wood
|
4
|
1000
|
1
|
3:1
|
350 ± 32
|
fibers with spindle like beads
|
Table 2
Electrospinning process parameters
|
Sample ID
|
F/Rate (µL/min)
|
Applied voltage (KV)
|
Distance (mm)
|
Temperature (°C)
|
RH (%)
|
|
S1
|
6.67
|
23.05
|
160
|
32
|
39
|
|
S2
|
6.67
|
23.07
|
160
|
32
|
38
|
|
S3
|
5.00
|
23.11
|
160
|
30
|
42
|
|
S4
|
8.34
|
24.63
|
160
|
29
|
43
|
|
S5
|
8.34
|
23.05
|
160
|
32
|
39
|
|
S6
|
8.34
|
23.05
|
160
|
31
|
39
|
|
S7
|
8.34
|
23.07
|
160
|
30
|
41
|
|
S8
|
8.34
|
25.10
|
160
|
30
|
42
|
|
S9
|
8.34
|
15.81
|
110
|
30
|
30
|
|
S10
|
16.67
|
27.24
|
110
|
20
|
31
|
|
S11
|
7.50
|
24.00
|
100
|
22
|
44
|
|
S12
|
5.83
|
21.78
|
130
|
22
|
44
|
|
S13
|
5.00
|
23.05
|
125
|
24
|
38
|
|
S14
|
6.67
|
22.85
|
125
|
23
|
30
|
|
S15
|
2.50
|
16.00
|
120
|
24
|
42
|
|
S16
|
3.34
|
20.48
|
120
|
22
|
44
|
|
S17
|
5.00
|
23.12
|
130
|
31
|
40
|
|
S18
|
5.00
|
21.11
|
125
|
22
|
36
|
|
S19
|
1.67
|
19.12
|
140
|
25
|
43
|
|
S20
|
8.34
|
15.80
|
110
|
20
|
28
|
|
S21
|
11.67
|
27.22
|
110
|
21
|
39
|
|
S22
|
16.67
|
22.10
|
150
|
27
|
48
|
Figure 2 shows the viscosity of both cellulose sources. Viscosity increases with the increased concentration of cotton linters and needle wood in cuprammonium solution. Cotton linters show high viscosity due to a high degree of polymerization (Hallac and Ragauskas 2011; Monshizadeh 2015). The viscosity of a solution exhibits a correlation with the level of entanglement observed among the polymer chain molecules contained within the solution (Hung et al. 2016). An elevation in the viscosity of a polymer is observed as a consequence of an augmented number of polymer molecules, which in turn leads to a rise in polymer chain entanglement (Venkatesh and Lee 2022).
The surface morphology of cotton linters concentrations (ranging from 2 to 5%) with varying molecular weights (300, 500, and 1000 kDa) of PEO (Fig. 3). SEM micrographs of cotton linters nanofibers (Fig. 3b, d and i) shows a continuous nanofiber with mean diameters of 176 ± 24, 230 ± 23 and 330 ± 17nm. Ohkawa (2015) successfully produced nanofibers from cotton and wood-pulp cellulose utilizing TFA as a solvent, which exhibited a reduced diameter range of 30–50 nm. Notably, when the cellulose concentration exceeds 5-weight percent, the electrospinning dispersion is often disrupted by the expulsion of large droplets from the spinneret. The observed phenomenon can be associated with the increased viscosity of the solution and the cellulose flocculation induced in the dispersion of the separation phases (Olsson et al. 2010).
Samples S3 and S8 exhibited cellulose concentrations of 4% and 5% and PEO molecular weights of 300 and 500 kDa, with a limited number of nanofibers present, most of which consisted of large blocks. Despite attempts to decrease the electric field, the creation of said blocks or beads remained inevitable. Noteworthy variations in the structural morphology and diameter of nanofibers were observed upon varying the molecular weight of the PEO. Samples S1 to S4, which contained cotton linters concentrations ranging from 2 to 5-weight percent and PEO with a molecular weight of 300 kDa, exhibited uniform nanofibers. In contrast, samples S5 to S8, which also had cotton linters concentrations in the same range but PEO with a molecular weight of 500 kDa, displayed irregular spindle-shaped beads with some fibers. The molecular weight of PEO notably influenced the spinnability of solutions. The observed variations in the morphology and spinnability of the nanofibers may be associated with alterations in surface tension, solution viscosity, and conductivity. The observed increase in bead size and quantity at higher PEO molecular weight can be attributed to a rise in viscosity and a decrease in the charge density taken by the jet (Deshawar et al. 2020).
From S9 to S11, cotton linters concentrations were 2 to 4% with 1000 kDa PEO having 1 to 1.5% PEO concentration, and the mixing ratio was 4:1 and 3:1; S9 showed continuous fibers, but S10 having fibers and beads and electrospraying behavior showed by S11. The observed phenomenon can be associated with the elevated concentration of cotton linters in S10 and S11. Nie et al. stated that adding a minute quantity of The incorporation of high molecular weight PEO with a concentration of 0.175% w/v and a molecular weight of 1000 kDa has demonstrated enhanced spinnability of a water-based solution of sodium alginate. However, the same effect was not observed with low molecular weight PEO, regardless of whether it was added in an immense amount (35% w/v) (Filip and Peer 2019).
Figure 4 represents diameter distribution curves depicting the size comparison of electrospun fibers from different cellulose percentages. The nanofibers were produced using cotton linters/PEO and varied in molecular weights and concentrations. Table 1 presents the documented diameters of nanofibers. The diameters of cotton linters/PEO with varying concentrations and molecular weights fall within the 100 to 350 nm range. The cotton linters comprising 2 to 5% of PEO 300, with a fiber diameter ranging from 145 ± 13 to 230 ± 23nm. The increase in fiber diameter observed in response to elevated concentrations of cotton linters is attributed to the higher cellulose content and increasing viscosity. Elevated viscosity levels generally result in an augmentation of fiber diameter (Angel et al. 2022; Gulzar et al. 2022). This is achieved by implementing higher polymer concentrations within the solution or utilizing polymers with larger molecular weights. Following the results of Jacobs et al. (2010), the average fiber diameter exhibits a comparable pattern whereby the mean values escalate with the augmentation of PEO concentration. Filip and Peer (2019) found a positive correlation between nanofibers' diameter and molecular weight and concentration.
Figure 5 illustrated the surface morphology of samples ranging from S12 to S22, which were prepared using 2–5% needle wood concentrations and various molecular weights (300, 500, and 1000 kDa) of PEO. SEM micrographs of needle wood nanofibers (Fig. 5a, g and i) showed continuous nanofibers with mean diameters of 130 ± 23, 270 ± 34 and 310 ± 28nm, respectively. The electrospinnability behavior of needle wood cellulose exhibited dissimilarities compared to cotton linters. The majority of compositions exhibited electrospraying as opposed to electrospinning. Regular nanofibers are observed solely in samples S12, S18, and S21. The lower viscosity of needle wood compared to cotton linters is the reason for this observation. Specifically, 2% needle wood's viscosity is equivalent to 2% cotton linters.
The fiber morphological characteristics of S12 and S20 are highly similar to those of S1 and S9 of cotton linters. The polymer molecular weight is a crucial determinant of its chain length, subsequently impacting the solution’s viscosity at a specific concentration. One of the necessary prerequisites for electrospinning, which results in the development of nanofibers, is the presence of a polymer with appropriate molecular weight (Han et al. 2022). A solution is characterized by low viscosity exhibits a correspondingly low viscoelastic force, rendering it insufficient to counterbalance the columbic and electrostatic repulsion forces that act upon the stretching of the jet. This phenomenon results in the partial fragmentation of the jet. The phenomenon of surface tension results in the aggregation of numerous solvent molecules within a solution, leading to the development of spherical beads owing to their cohesive forces. The increase in the concentration of a solution yields a proportional rise in its viscosity, thereby enhancing of its viscoelastic properties. Therefore, the partial fragmentation of the jet is inhibited. The augmentation of polymer chain entanglement as a function of solution concentration facilitates the dispersion of solvent molecules across the interlaced polymer chains, producing smooth fibers and enhancing fiber homogeneity (Mit-uppatham et al. 2004).
Figure 6 displays the diameter curves of needle wood/PEO nanofibers generated from diverse molecular weights at varying concentrations. Table-1 presents the documented diameters of nanofibers. The diameters of needle wood/PEO with varying concentrations and molecular weights fall within 100 to 382nm.
XRD was utilized to analyze the original materials and calculate the structural disparities in the regenerated solution-cast cellulose material (Fig. 7). It is noteworthy that the cotton linters and needle wood used in the current study were utilized in their original form, and the process of preparation was proprietary. The origin of ammonia cellulose can potentially be ascribed to the confidential pre-treatment method, as follows. Initially, the utilization of liquid ammonia for cellulose treatment facilitates the processing of cellulose fibers by reacting with hydroxyl groups, subsequently disrupting hydrogen bonds, thereby accelerating the swelling of cellulose fibers (Mittal et al. 2011; Wada et al. 2006). Additionally, it has been documented that those specific techniques employed in producing needle wood fibers involve a sequence of procedural stages, including mercerization via liquid ammonia and NaOH to separate lignin and other soluble constituents. Likewise, concerning cotton linters, the purification procedure encompasses mercerization via liquid ammonia and NaOH (Saapan et al. 1984).
The data presented in Fig. 7a and c indicates a significant peak at 2θ = 23.04° and 22.9° respectively, which serves as evidence of ammonia cellulose's existence. The phenomenon mentioned above is attributed to the diverse structures that ammonia cellulose can exhibit, which can range from ammonia cellulose I to ammonia cellulose III, owing to the pretreatment conditions (Mittal et al. 2011). According to Abou-Sekkina et al. (1986), the peaks are associated with ammonia cellulose. However, it is noteworthy that the corresponding XRD patterns exhibit a striking resemblance. Figure 7b and d demonstrate that the XRD patterns of cellulose casting films derived from cotton linters and needle wood, respectively, exhibit peaks at 11° and 23° evidence of cellulose (Zhang et al. 2022), while the peaks at 35° and 43° are the evidence of copper (Dong et al. 2016). The observed low signal-to-noise ratio in Fig. 7b and d suggested the lack crystalline structure. This phenomenon can be associated with the crystallization process in cotton linters and needle wood fibers occurring naturally during the stages of plant growth and subsequently maintained through processing over intense stretching. Including cuprammonium salts within the cellulose induces the disruption of the cellulose long-range crystalline arrangement, ultimately leading to the formation of amorphous cellulose. These research groups had previously presented a comparable effect (Bazilevsky et al. 2008; Sinha-Ray et al. 2011).
The XPS spectra of cuprammonium cellulose/PEO nanofibers membrane are given in Fig. 8. In a theoretical context, it has been observed that pure cellulose demonstrates the presence of two distinct peaks of carbon and oxygen in the full XPS spectra (Belgacem et al. 1995; Johansson et al. 2020). The XPS spectra of cellulose/PEO nanofiber displayed the three signals at around 284, 531 eV for carbon and oxygen and 931 eV that associated with the presence of copper atom (Mongioví et al. 2022).
The high-resolution XPS spectrum of C1s of cuprammonium cellulose/PEO nanofibers membrane showed C–O, (C–C/C–H), and C = O groups (Fig. 8b). The carbon atoms and/or hydrogen atoms (C-C/C-H) links to a carbon atom attach only to other arises mainly from cellulose (Johansson and Campbell 2004; Kamdem et al. 1991). The carbon atom is connected to a single non-carbonyl oxygen atom (C-OH), which is primarily derived from cellulose (Johansson et al. 2012; Kamdem et al. 1991). A carbon atom's peak is when it is linked to two non-carbonyl oxygen atoms or only one carbonyl oxygen (C = O, O-C-O) atom (Stark and Matuana 2004). The binding energy associated with the O1s orbital engaged in the -C = O moiety is estimated to be approximately 531.4 (Nzokou and Pascal Kamdem 2005). Figure 8c shows XPS peaks around 931 eV and 951 eV characteristics for Cu 2p3/2 and Cu 2p1/2, respectively. Copper had a characteristic 2p3/2 binding energy at 931 eV, which separated from 2p1/2 by 20 eV (Jiang et al. 2020; Mao et al. 2017), indicating the presence of Cu2+.
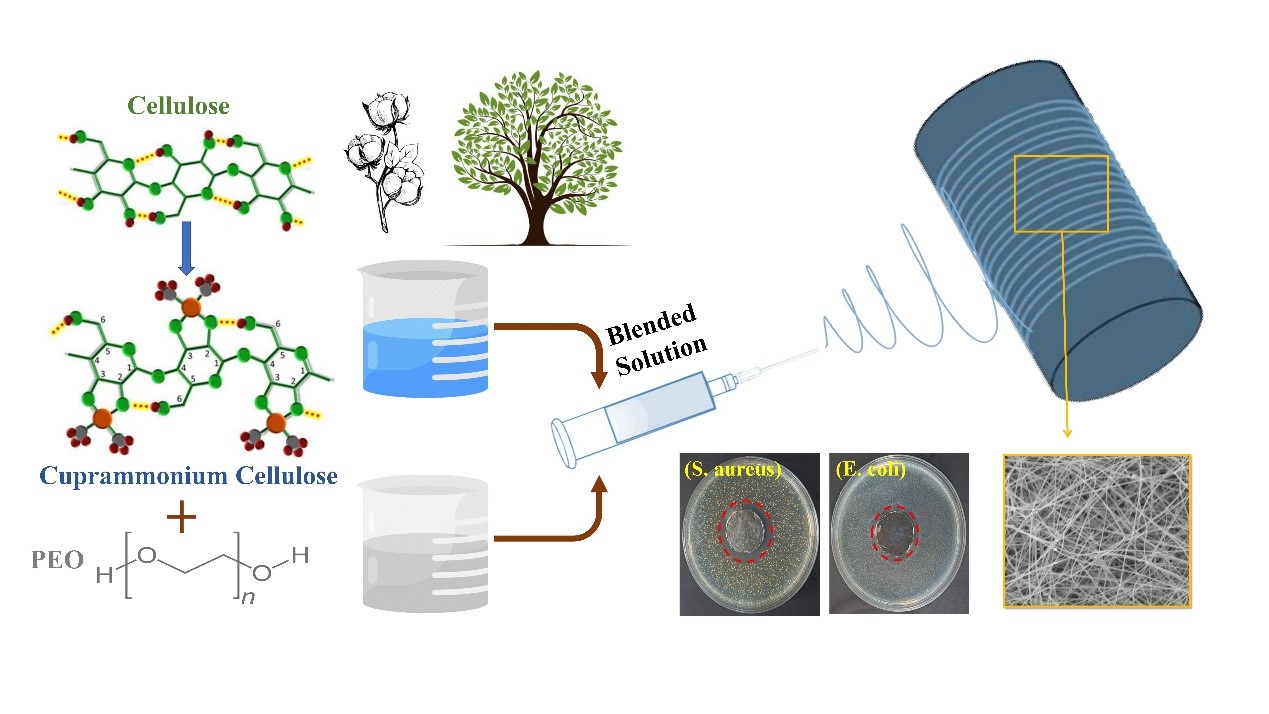
The disc diffusion method examined the antibacterial properties of cuprammonium cellulose with PEO membranes. The quantification of the growth of bacteria in the dishes was determined by measuring the area of the inhibition zone (IZA) (Fig. 9).
The diameters of the IZA of S. aureus and E. coli are reported as 10.7 ± 1.14 mm2 and 6.47 ± 1.10 mm2, respectively. The findings of this study clearly show that nanofiber membranes exhibit exceptional antibacterial properties. There is a possibility that copper ions are released into the surrounding environment, leading to the manifestation of strong bactericidal properties. Copper ions kill bacteria by making a copper-peptide complex, which helps make reactive oxygen species that kill cells (Booshehri et al. 2015).
{kind=link}