The use of fossil fuel-based plastics has been identified as a contributing factor to global warming, primarily owing to the generation of microplastics post-disposal, which contaminates water, air, and soil. In 2010, 275 million metric tons (MMt) of plastic waste were produced by 192 coastal countries, with 4.8–12.7 MMt entering the ocean (Jambeck et al. 2015). These plastics may cause irreversible harm to nature and humans owing to their incomplete decomposition. Microplastics are of particular concern as they can infiltrate the bloodstream and brain, leading to serious health issues (Yin et al. 2022). In response, natural polymers such as cellulose, chitin, and collagen are emerging as eco-friendly, renewable alternatives. Cellulose, the most abundant natural resource on Earth, is synthesized by plants, microorganisms, and algae, and approximately 1.5 trillion tons is produced annually (Benabid et al. 2016) (Kim et al. 2015). Its hydrophilic, biodegradable, and biocompatible nature, owing to d-glucose bonds and numerous hydroxyl groups, makes it useful in the food, cosmetics, and pharmaceuticals industries and as a viscosity regulator (Ramon et al. 2022). To leverage the benefits of cellulose, research has focused on transforming it into cellulose nanofibrils (CNFs), which exhibit a high aspect ratio, surface area, crystallinity, transparency, and mechanical strength (Barbash et al. 2016). The vast application potential of CNFs, derived from their nanoscale advantages, has been confirmed through extensive empirical studies.
Various methods to manufacture CNFs, a natural polymer considered a promising alternative to plastics, have been researched; however, challenges remain in CNF production, primarily due to lower productivity and higher costs compared to synthetic polymers (de Assis et al. 2018). CNFs can be manufactured using various mechanical treatments (e.g., high-pressure homogenization and grinding), but these methods are energy-intensive for generating nanoscale cellulose particles (Shih et al. 2020). Thus, a range of chemical-pretreatment strategies, including TEMPO oxidation and phosphorylation, have been explored. However, a more efficient chemical-pretreatment process than the existing one is required in terms of cost-effectiveness, which includes process simplification, solvent reuse, and easy scalability.
The three primary mechanical treatments for CNF production are ultrafine grinding, homogenization, and microfluidization (Abdul et al. 2014). This study selected ultrafine grinding as the optimal CNF manufacturing process after a comparison of the energy consumption for the different mechanical treatments for CNF production yielded the following results: homogenization consumed 3,940 kJ/kg (1,095 kWh/ton), ultrafine grinding 620 kJ/kg (170 kWh/ton), and microfluidization 200, 390, 620 kJ/kg (56, 110, 175 kWh/ton) under the pressure conditions of 69, 138, 207 MPa per pass, respectively (Spence et al. 2011). Ultrafine grinding not only requires less energy, but also produces 2–10 times more CNFs compared to homogenization and microfluidization (Petroudy et al. 2021). Additionally, this method is suitable for mass production without equipment failure, irrespective of the particle size of the input material. In contrast, microfluidizers risk equipment damage due to locally concentrated high pressure and potential clogging issues, unless the particle size is reduced. Additionally, agglomeration may occur owing to storage or any other reasons even if the input particle size is reduced, thereby hindering continuous production (Li et al. 2022). Accordingly, grinding emerges as an effective mechanical method owing to its high treatment concentration and productivity. Therefore, this study investigates efficient CNF production using an ultrafine grinder.
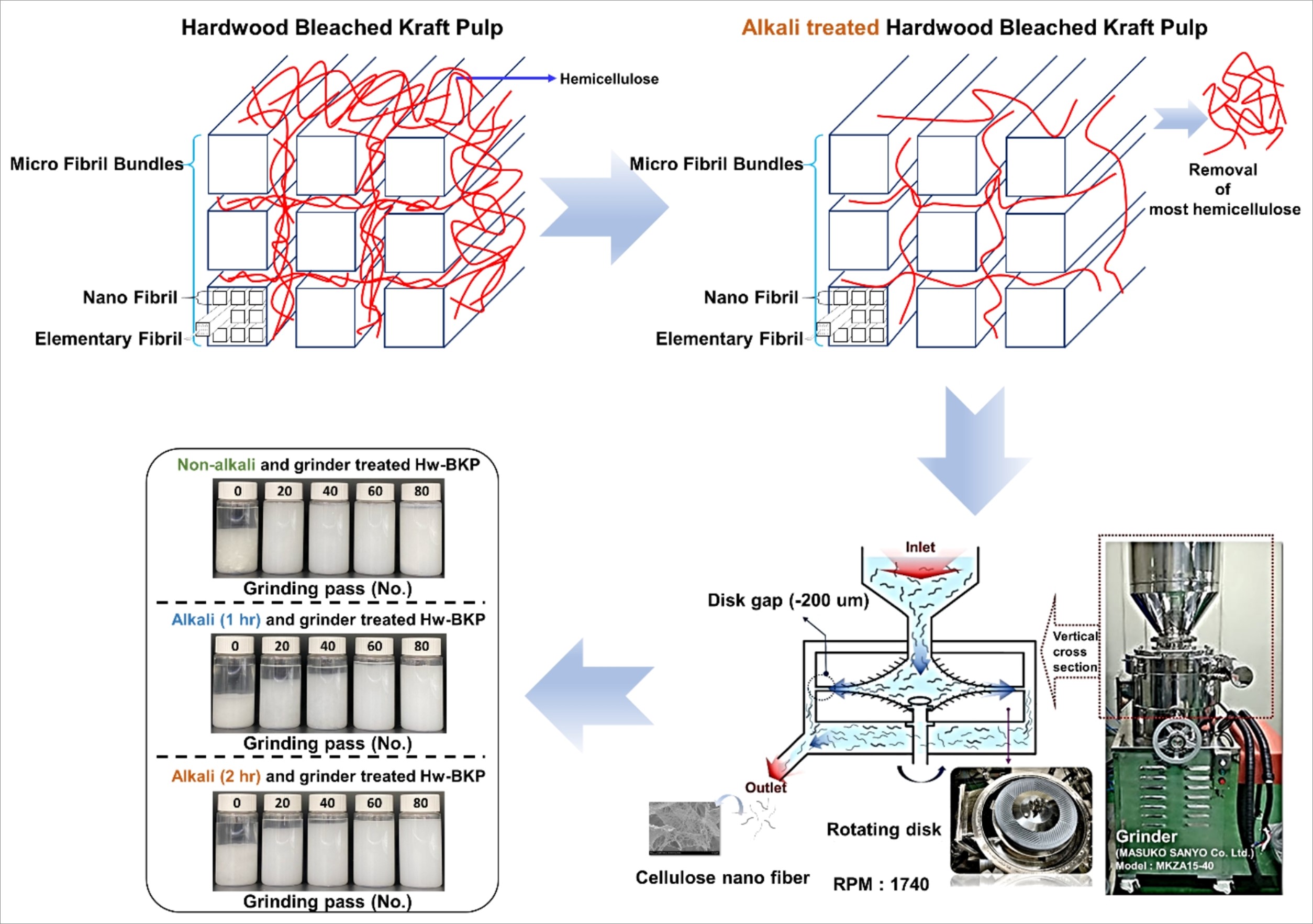
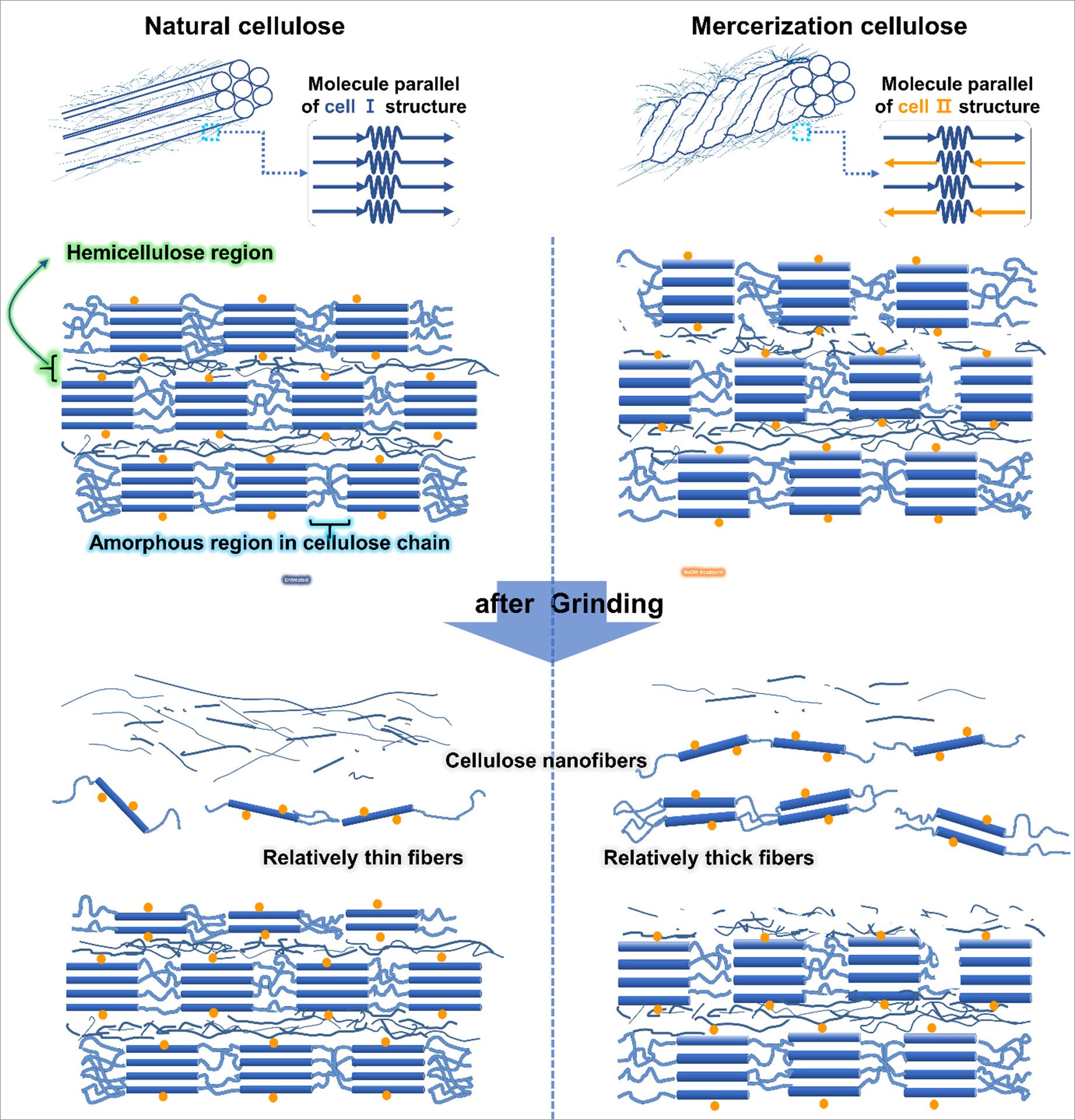
The basic strategy of nanocellulose production involves chemically removing hemicellulose, which binds the cellulose fibers within microscale cellulose fibers, and physically disrupting the inter- and intra-molecular hydrogen bonds of cellulose.
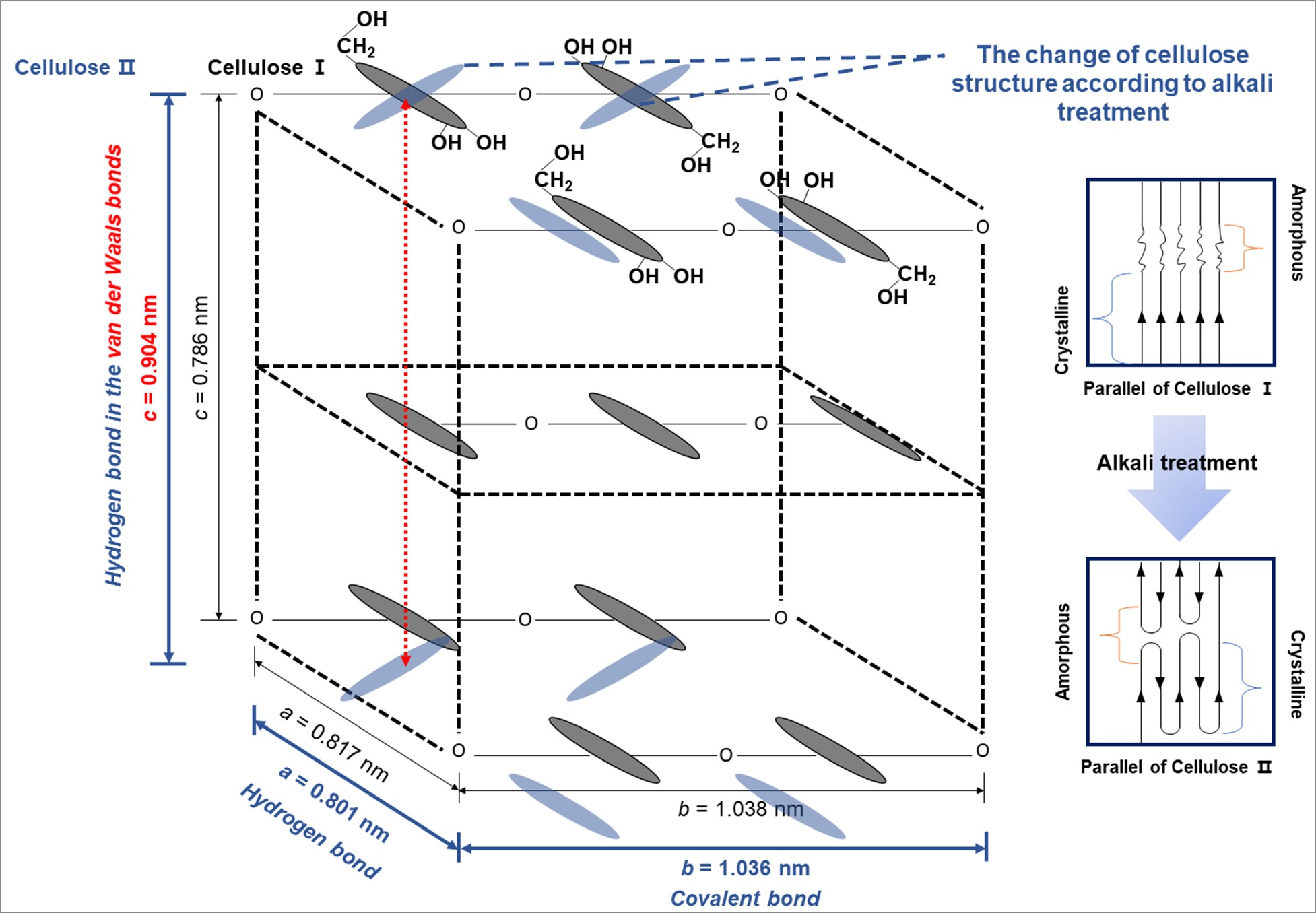
Among alkali treatment chemicals, sodium hydroxide is an effective chemical traditionally used in wood chemistry for reducing hemicellulose and inducing changes in the crystalline structure of cellulose, thereby significantly modifying the cellulose properties. Sodium-hydroxide treatment is also cost-effective and readily recoverable. Due to these favorable attributes, sodium-hydroxide treatment has garnered increasing attention since the early 2010s as an industrially viable chemical pretreatment for hemicellulose removal (Correa et al. 2010).
Although alkali treatment is not a new chemical-treatment method, research on its application in CNF production is limited. Existing studies on chemical pretreatments have focused on oxidation processes using expensive catalysts, such as TEMPO, and little research has been conducted on CNF production combined with grinding. The significant potential of CNF as a plastic substitute has been recognized in the field of new materials through numerous application studies, such as research on CNF three-dimensional (3D) printing composites, including medical resins (Vidakis et al. 2022), and research on reinforced composites of nanocellulose mixed with with PVA (Li et al. 2013); however, high production cost are the main barrier to the commercialization of CNF products. Therefore, continuous research is needed to reduce CNF-production costs for the commercialization of low-carbon products using CNF.
This study aims to analyze the characteristics of CNFs that are mass-produced through alkali pretreatment and grinder treatment. To achieve this, the following questions are addressed for the combined alkali and grinding treatments: (1) Does pulp-hemicellulose reduction and the change in the crystalline structure of cellulose occur due to physical forces such as shear stress during the grinder treatment? (2) What are the limitations of the characteristics (e.g., morphology and relative content of nanofibers) of CNFs produced under harsh alkali and grinder treatments? (3) What is the exact chemical-reaction mechanism of NaOH that causes changes in the characteristics of the produced CNFs? For research toward commercialization, domestically available deciduous bleached kraft pulp (BKP) was utilized. A large-scale production grinder capable of processing 350–3500 kg/hr based on dry weight was employed, and the experiments were conducted on a scale of 0.1t, including 1 wt.% pulp. The manufactured pulp and CNFs were analyzed to determine their physical properties using X-ray diffraction (XRD), morphological characteristics using scanning electron microscopy (SEM) and fiber analysis, chemical properties using sugar-content analysis and the Zeta-potential, and optical properties using ultraviolet-visible (UV-VIS) spectrophotometry and turbidity measurements.
{kind=link}
{kind=link}
{kind=link}