3.1 Material characteristic
The proximate and ultimate analysis of materials is listed in Table 3. The two materials exhibit entirely different characteristics: compared to the MCC, there is a small content of moisture and fixed carbon in PE, while elements content such as carbon and hydrogen are higher. Besides, the low oxygen content is also a typical characteristic of PE.
Thermogravimetric (TG) and differential thermogravimetric (DTG) curves of MCC and PE were given in Fig. 2. The release of moisture from MCC occurs a small amount of weight loss until 150°C, and the structural breakdown starts nearly at 287°C and ends at about 397°C with a maximum rate at 358°C. In this phase, MCC is depolymerized to oligosaccharides and then cracks to volatiles and non-condensable gas. Unlike polyvinyl chloride (PVC), which has two prominent peaks(Tang et al. 2018), PE has only one weight loss peak. The main decomposition step occurs between366 and 508°C, with the maximum mass loss rate at 471°C. Therefore, the volatiles from PE generally start to evolve at a higher temperature range than those from MCC. It suggests the existence of a combination of interactions between the volatiles released and fixed carbon(Ahmed et al. 2011b).
Table 3
Proximate and ultimate analysis of materials.
|
Components
|
Proximate analysis(%)
|
Ultimate analysis(%)
|
Qb,ad(kJ/kg)
|
|
M ad
|
A ad
|
V ad
|
F.C. ad
|
C ad
|
H ad
|
N ad
|
S ad
|
O ad a
|
|
MCC
|
5.83
|
-
|
88.12
|
6.05
|
41.92
|
4.59
|
0.08
|
0.19
|
47.39
|
16561
|
|
PE
|
0.08
|
0.05
|
99.73
|
0.14
|
85.99
|
11.49
|
0.24
|
1.19
|
0.96
|
47141
|
| a by difference. |
3.2 Fast Pyrolysis Products Analysis
Fast pyrolysis of the MCC and PE produced significantly different primary products. Figure 3 shows the chromatograms of products and marks the main compounds, and the details of detectable and recognizable compounds are listed inTable S1. It should be noted that the detectable compound was that whose concentration was above the detection limit, while the identifiable compound was that whose peak area was comparatively large, and were identified by the NIST library in this work. The following discussion on the amount of product components is based on the percent peak area in chromatograms. As seen in Fig. 3, the primary pyrolysis products of the MCC are compounds with oxygenated groups, such as ethanedial, methyl glyoxal, β-D-Glucopyranose, 1,6-anhydro-. These compounds with oxygenated groups are produced from a series of reactions (including cracking, dehydration, depolymerization, etc.) of glucose, because cellulose is a linear macromolecular polysaccharide that consists of a long-chain of glucose units linked by β-1,4-glycosidic bonds(Shurong 2017). As for the PE, the main products obtained during the thermal decomposition are linear hydrocarbons, while a low proportion of aromatics is also present(Wampler 1989; Hájeková and Bajus 2005; Marcilla et al. 2006). In terms of carbon number, these chain hydrocarbons and their derivatives between C11 and C20 are the most considerable (47.62%). Others, such as more than C20 and C4-C10, account for 35.64% and 16.78%, respectively.
3.3 Effect Of Steam On Tar Components
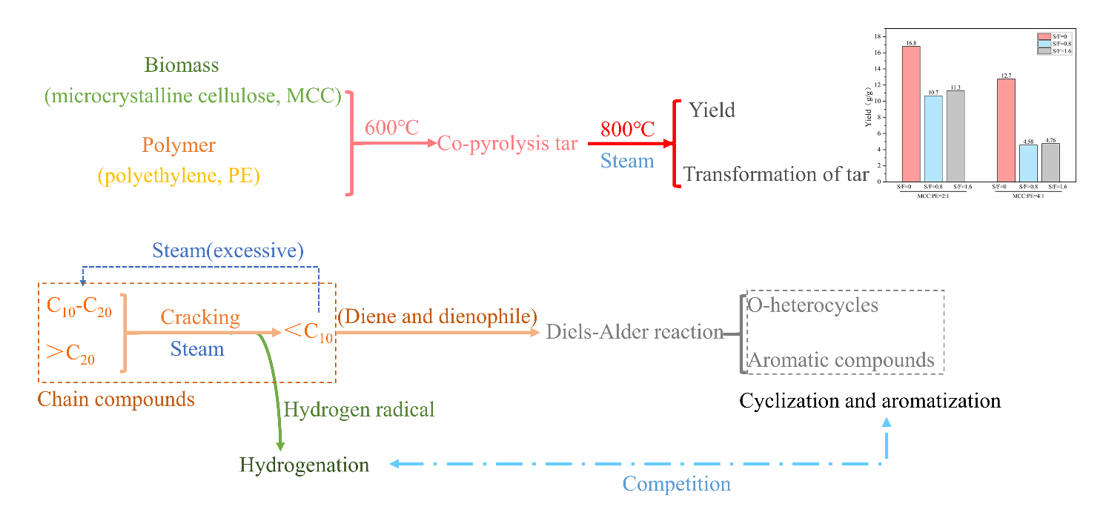
Figure 4 shows the tar yield of two mixing ratios under different steam contents. As a note, the tar yield at pyrolysis is based on the linear weighting result of single component pyrolysis tar. Compared with pyrolysis, steam promoted tar cracking significantly, and tar yield decreased by at least half at MCC: PE = 4:1. It illustrates that steam plays an essential role in tar cracking. However, the cracking effect of tar is not further improved with the increase of steam. Accordingly, the deciding factor of tar yield is certainly the proportion of PE in the mixture rather than the growing steam amount.
As shown in Table 4, the addition of steam affects the element content of tar products. For example, the carbon content increases with steam enhancement, while the oxygen content is contrary. It suggests that steam can stimulate the gasification of tar because the polymerization and the boundary reaction promote carbon deposition formation (Vicente et al. 2014; Montero et al. 2015; Barbarias et al. 2016b), the content of carbon elements in tar products increased. Finally, the compounds react with steam and further crack into non-condensable gas, such as CO and CO2, thus reducing the content of oxygen in tar.
Consistent with Lu et al. (Lu et al., 2018) results, the H/C ratio of tar also increases with the addition of PE content in the mixture. More importantly, the changing trend of the H / C ratio of tar in the two mixed rates is different. As shown in Table 4, when there is a small PE amount in the mixture (MCC: PE = 4:1), the H/C ratio increases with steam addition, but the trend is the opposite at MCC: PE = 2:1. All of these can be attributed to the different transformation paths of tar under the steam effect. It needs to consider the relationship between the PE account in the mixture and the additional steam synthetically. Because when the PE content in the mix is high, the leading role of steam is to promote the cracking of tar, accompanied by cyclization and aromatization. However, if the proportion of PE is not too high, this process can be realized by a small amount of steam. The superfluous steam can promote the recombination of chain hydrocarbons to produce new chain hydrocarbons and its derivatives to make the rising of the H/C ratio. It will be further explained in the next part.
Table 4
Ultimate analysis of tar.
|
Element
|
MCC:PE = 4:1
|
MCC:PE = 2:1
|
MCC
|
PE
|
|
S/F = 0.8
|
S/F = 1.6
|
S/F = 0.8
|
S/F = 1.6
|
S/F = 0
|
S/F = 0
|
|
C
|
81.50
|
87.51
|
80.40
|
86.73
|
62.72
|
83.71
|
|
H
|
5.71
|
7.51
|
8.21
|
7.44
|
5.34
|
10.14
|
|
N
|
0.22
|
0.20
|
0.23
|
0.22
|
0.36
|
0.43
|
|
Oa
|
12.57
|
4.78
|
11.16
|
5.61
|
31.58
|
5.72
|
|
H/Cb
|
0.841
|
1.030
|
1.225
|
1.029
|
1.022
|
1.45
|
| a by difference; b atomic ratio. |
The detectable tar products were identified according to chromatographic peaks, and their amount was determined from the peak area in GC–MS chromatograms (shown in Fig. 5). As seen in Table S3, there are negligible cross-over products, which agrees with the result of biomass/plastics co-pyrolysis(Bhattacharya et al. 2009; Li et al. 2014). Most of the products are consistent with those previously observed in the pyrolysis of the two individual components. It is worth noting that the proportion of PE in the mixture has a significant effect on the characters of the tar. For instance, when the PE content in the mixture is higher (MCC: PE = 2:1), there are more chain hydrocarbons and their derivatives under the effect of steam. Nevertheless, aromatic compounds are the dominant components in the tar at MCC: PE = 4:1.
The major compositions of tar have been quantified and summarized in Table 5. There is an apparent change of o-heterocycles and alicyclic compounds: both of them are inversely proportional to the steam amount under two different mixture ratios. It indicates that the two compounds are effectively cracked or converted into more stable compounds such as aromatic and chain compounds with steam addition. For example, the o-heterocycles can be converted into more stable aromatic compounds by the Diels-Alder reaction(Carpenter et al. 2010; Göransson et al. 2011; Lopez et al. 2015).
Table 5
Detailed distributes of major tar compounds.
|
Compounds
|
MCC:PE = 2:1
|
MCC:PE = 4:1
|
|
S/F = 0.8
|
S/F = 1.6
|
S/F = 0.8
|
S/F = 1.6
|
|
Main types of compounds(% area )
|
|
Chain compounds a
|
68.81
|
65.87
|
6.81
|
41.12
|
|
O-heterocycles b
|
0.81
|
-
|
4.78
|
1.43
|
|
Alicyclic compounds c
|
6.52
|
1.69
|
8.61
|
3.22
|
|
Aromatic compounds
|
23.86
|
32.44
|
79.80
|
54.23
|
|
Aromatic compounds(% area )
|
|
Toluene
|
1.80
|
3.70
|
14.06
|
6.35
|
|
Aromatic acids d
|
-
|
7.23
|
11.59
|
13.29
|
|
Xylenes e
|
2.61
|
4.30
|
9.60
|
5.54
|
|
Other alkylbenzenes f
|
3.13
|
1.29
|
8.06
|
6.15
|
|
Alkenylbenzenes g
|
5.87
|
9.47
|
13.91
|
5.37
|
|
Alkynylbenzenes h
|
-
|
-
|
3.46
|
-
|
|
Indenes i
|
3.99
|
2.53
|
6.46
|
5.97
|
|
Polycyclic aromatic compounds j
|
6.46
|
3.92
|
12.66
|
11.56
|
| aChain compounds (1,5-Hetadien-3-yne; 1,3,5-Heptatriene, (E,E)-; 1-Decene; 1-Undecene; 3-Undecene; 3-Dodecene; 7-Tetradecene; 1-Pentadecene; 1-Heptadecene; 3-Octene,(z)-; 1-Nonene; 1-Tridecene; 3-Tetradecene; 2-Tridecene; Cetene; 1-Octadecene; 1-Eicosene; 17-Pentatriacontene; 1-Tetradecanol; 2-Hexadecanol; n-Nonadecanol-1; Ethanol, 2-(9-octadecenyloxy)-, (E)-; Behenic alcohol; 1-Tricosanol; 1-Tetradecanol; 2-Hexadecanol; 1-Hexadecanol,2-methyl-; n-Nonadecanol-1; 2,4-Decadien-1-ol; 2,6-Octadien-1-ol,2,7-dimethyl-; Hexanoic acid, decyl ester; Oleic Acid; 1-Hexadecanol, acetate; Oleic acid, eicosyl ester; 9-Hexadecenoic acid, eicosyl ester, (Z)-) |
| bO-heterocycles (Furfural; n-Decylsuccinic anhydride; [(+)-Noe's reagent; (+)-MBF-OH dimer) |
| cAlicyclic compounds (1,3,5,7-Cyclooctatetraene; 1,3,5-Cycloheptatriene;Bicyclo[2.1.1] hexan-2-ol,2-ethenyl) |
| d Aromatic acids (o-Tolylacetic acid; 2-Butenoic acid,3-methyl-,2-phenylethyl ester) |
| e Xylenes (o-Xylene; p-Xylene; Benzen,1,3-dimthyl) |
| f Other alkylbenzenes (Ethylbenzene; Benzene,1-ethyl-3-methyl-) |
| g Alkenylbenzenes (Styrene; Benzene,1-ethenyl-4-methyl-; Benzene,1-ethenyl-3-methyl-; Benzene,1-ethenyl-2-methyl) |
| h Alkynylbenzenes (3-Methylphenylacetylene; 1-Propyne,3-phenyl-) |
| i Indenes (Indene; 1H-Indene, 1-ethylidene-; 1H-Inden,3-methyl-) |
| j polycyclic aromatic compounds (Naphthalene; Naphthalene, 1-methyl-; Fluorene) |
The chain compounds are the essential components of tar, and their proportion is significant affected by the different proportions of PE in the mixture. As presented in Table 5, when MCC: PE = 2:1, the proportion of open chain compounds decrease with steam enhancement. However, the open-chain compounds are proportional to the amount of steam at MCC: PE = 4:1. Significantly, most of the chain compounds are unsaturated hydrocarbons and their derivatives. The receptors of hydrogen radicals (such as acids and aldehydes) formed from the co-pyrolysis of the mixture are easier to bond with hydrogen(Li et al. 2014). Thus the competition for hydrogen radicals is unfavorable to the conversion of chain hydrocarbons from unsaturated to saturated.
According to the number of carbon atoms, the chain compounds can be divided into three categories, as shown in Fig. 6. These compounds mainly concentrate on C10-C20 and are positively correlated with the steam amount, while the compounds whose carbon chain length over 20 are cracked. It can be accounted for that long-chain compounds are easily converted into shorter and simpler hydrocarbons with steam promotion (Rama et al. 2014). Furthermore, when PE accounts for a large proportion in the mix (MCC: PE = 2:1), the steam mainly promotes the cracking of long-chain hydrocarbons and their derivatives as much as possible. At the same time, the intermediate products, such as conjugated dienes and substituted olefins, can be further cyclized and aromatized(Lukyanov et al. 1994; Adjaye and Bakhshi 1995; Aguado et al. 2001; Gayubo et al. 2004; Li et al. 2014). Conversely, when there is a small part of PE in the mixture, this process can be achieved at S/F = 0.8. With the continual addition of steam, the cyclization and aromatization process may be inhibited. Even the short-chain hydrocarbons and their derivatives(< C10) may bond with each other under the action of O/H/OH radicals to form new chain hydrocarbons and their derivatives with the carbon chain length between 10 and 20 when the steam is excessive (S/F = 1.6).
On the other hand, the change of aromatic compounds is also proof of the above point. As listed in Table 5, aromatic compounds show an opposite trend with the increase of steam under the two mixing ratios of mixtures. When there is a higher PE content in the mixture (MCC: PE = 2:1), the aromatic compounds are positively correlated with steam, while the ratio of mixture changes to MCC: PE = 4:1, the amounts of aromatic compounds decline apparently. In general, the proportion of total aromatic compounds is greatly affected by the change of monocyclic aromatic hydrocarbons (MAHs). For instance, the total ratio of MAHs increases at MCC: PE = 2:1. In view of the cracking of chain compounds and alicyclic compounds, they provide abundant dienes and dienophiles to cyclization and aromatization with the effect of steam. In addition, the increase of steam also stimulates the formation of aromatic acids (such as o-tolylacetic acid, 2-butenoic acid, 3-methyl -, 2-phenyl ester ), which may reduce the possibility of further cyclization and aromatization of MAHs, which is also the reason for the decrease of indenes and naphthalenes in Table 5.
On the contrary, the MAHs (such as alkylbenzenes, alkenylbenzenes, and alkynylbenzenes) greatly decrease, which is an important reason for the apparent decrease of the proportion of total MAHs at the MCC: PE = 4:1. It can be attributed to the fact that long-chain compounds can be effectively cracked with less steam (S/F = 0.8), and the products, such as dienes and dienophiles, can further react with each other to realize cyclization and aromatization. If the steam continues to be added (S/F = 1.6), these dynamic equilibriums may be broken. The hydrogen radicals supplied by the spared steam promote the hydrogenation reaction, which competes with cyclization and aromatization. And there is no affluent diene and dienophile for cyclization and aromatization, making it difficult to keep the generation of MAHs and even polycyclic aromatic hydrocarbons (PAHs) as much as possible. In particular, there is still a slight increase in aromatic acid. Therefore, these different reaction paths eventually reach a new equilibrium: the hydrogenation can effectively avoid further cyclization and aromatization to form PAHs [32], while the limited MAHs are more likely to convert to aromatic acid with the steam effect.
Based on the above analysis, the conversion paths of compounds can be summarized as steam contributes to the cracking of long-chain hydrocarbons and their derivatives, while short-chain hydrocarbons, such as diene and dienophile, can further promote cyclization and aromatization. On the other hand, hydrogen radicals generated from the reaction process can promote hydrogenation, which will inevitably compete with cyclization and aromatization. When the proportion of PE in the mixture is large, steam mainly promotes the cracking of long-chain hydrocarbons, and the abundant products such as unsaturated short-chain hydrocarbons are conducive to further cyclization and aromatization. In this situation, although hydrogen radicals can promote hydrogenation that is not conducive to the further reaction of MAHs to PAHs, there is a small influence on product distribution. When there is less PE in the mixture, the above reactions can be realized by introducing less steam. However, if the addition of steam is excess, more hydrogen radicals will participate in the hydrogenation, which is obviously not conducive to the formation of aromatic compounds. Meanwhile, the recombination between short-chain hydrocarbons will be strengthened.
{kind=link}