Pretreatment of Molasse
Pretreatment of substrates before fermentation is a common method to help the bacteria to assimilate the substrate and to produce the biopolymer. The pretreatment are the pretreatment of kitchen waste [32], the pretreatment of agro-industrial by-products [33], the pretreatment of lignocellulosic substrates [34] and also molasse[18]. Prior to microbial cultivation, the composition of various sugars and mineral was analyzed before and after pretreatment (Table 1). During the pretreatment, acid and enzyme hydrolyze sucrose and activated carbon precipitated some minerals like Ca, Cr, Sr. Via adsorption, AC decreased another minerals like Ba, Mn, Fe, K, Zn, S, P and Mg [35]. These minerals in high concentration, affect bacterial growth and PHA production.
Acid Pretreatment of Molasse and PHA Synthesis
The growth of Cupriavidus Necator NCIMB 11599 in acid pretreated molasses as carbon source is presented in Fig. 2. Referring to Fig. 2, due to the adaptation of strain in preculture 2. we have directly an exponential growth phase (from 0 h to 72 h) during which strain accumulates the PHA and a stationary phase (from 72h to 96 h). The percentage of PHB is increased correlating with biomass CDW. This behavior is similar to the behavior of Cupriavidus Necator NCIMB11599 in the different molasses pretreated as a carbon source [18].
The highest CDW of 8.59 g/L is obtained at 72 h with 51.4 wt. % of PHA (Fig. 2). These values are higher than those (CDW of 3.12 g/L with PHA of 13.19 wt. %) obtained with no pretreated molasse in Fig. 1.
The improvement of PHA production is due to increased availability of consumable sugars (glucose, fructose), which occurred due to the hydrolysis of sucrose in the presence of a catalyst (H +) coming from sulfuric acid (H2SO4). The hydrolysis of sugarcane molasses is a common procedure to produce the syrup of inverted sugar called high test molasse. The acid hydrolysis mechanism is described by the protonation of the glycosidic oxygen atom leading to the cleavage of the disaccharide [37].
Activated carbon Pretreatment of Molasse and PHA Synthesis.
Cupriavidus Necator NCIMB 11599 growth and PHA production utilizing activated carbon pre-treated molasse as carbon source is presented in Fig. 4. A short lag phase of 24 h is due to the adaptation of strain to the medium, an exponential growth phase (from 24 h to 72 h) during which strain also accumulated PHA. Growth exhibited a stationary phase from 72 h to 96 h probably due to exhaustion of consumable sugars. The biomass PHB content increased correlating well with CDW. This behavior is similar to the behavior of the strain in the different pre-treated molasses as a carbon source [18].
In the flask scale with the pretreated sugarcane molasses to support activated carbon pretreated molasses as carbon source, Cupriavidus Necator NCIMB11599 grew to final CDW of 9.33g/L with 54.29 wt. % biomass PHA content at 72 h is observed. These results are much higher than the one obtained with sugarcane molasses without pretreatment (3.12 g/L of CDW with 13.19 wt. % of PHA).
PHA production is improved because activated carbon removes non-biogenic elements like Ca, Cr and Sr [35]. In fact, metal contamination from fertilizer during sugarcane cultivation has resulted in significant levels of calcium ions, potassium ions, and magnesium ions in harvested sugarcane, which ends up in molasse during sugar production and probably affect the growth and the PHA production of the host strain [35, 38].
In earlier research indicated that the AC was used to eliminate the color, the odors and a decrease of the minerals [39–42]. Activated charcoal is known as a standard substance for removal of light heavy metals, and pigments [43]. It has been preferred for pretreatment of molasses than other methods, because these substances mentioned above influence PHA production and such as the use of exchange resins because activated carbon is less costly [44, 45].
Comparison of PHA Produced from Molasse Pretreated by three Methods.
Cupriavidus Necator NCIMB 11599 grown on molasse pretreated with enzyme and accumulate higher 71.79 wt. % than molasses pretreated with acid (51.4 wt. %), activated carbon (54.3 wt. %) and non-pretreated molasses (13.19 wt. %) (Fig. 5). Concerning the productivity, the high value of 0,18 g/L/h is achieved with molasse pretreated with activated carbon than molasse pretreated by enzyme (0.05 g/L/h), by acid (0.03 g/L/h) and non-pretreated molasses (0 g/L/h) (Table 2).
Enzyme gives a higher fermentable sugar in the medium consequently higher PHA production than the acid. Also, during the hydrolysis there is formation of toxic co-product 5-(hydroxymethy)lfurfural (HMF). In fact, Gomes and al, [46], observed the formation of a precipitate with a caramel-like color and odor after acid treatment. He suggested that this is an indication of the loss of sugar and the possible formation of undesirable co-products that may be toxic to the metabolic processes of the strain. Acid hydrolysis of sucrose is known to produce unwanted side products such as formic and acetic acids, HMF, monosaccharide anhydrides, and humic substances [18]. This could explain the lower PHA production compared to the enzyme method.
Acid pretreatment could be combined with another pretreatment, such as those with activated carbon [44] or hydrogen peroxide (H2O2) [35] for deleting HMF. Or do the microwave-assisted acid pretreatment, to reduce the reaction time and promote the reduction of toxic compounds [47].
A carbon source considerably influences the composition and properties of PHA [48]. According to Fig. 6, non-pretreated molasse, and pretreated molasse (acid, enzyme and activated carbon) give a high percentage of polyhydroxybutyrate (PHB) and poor percentage of poly-(3-hydroxyvalerate) (PHV). The nature of bacteria also influences the type of PHA. And Cupriavidus necator is one of producing bacteria, known to produce PHB [49].
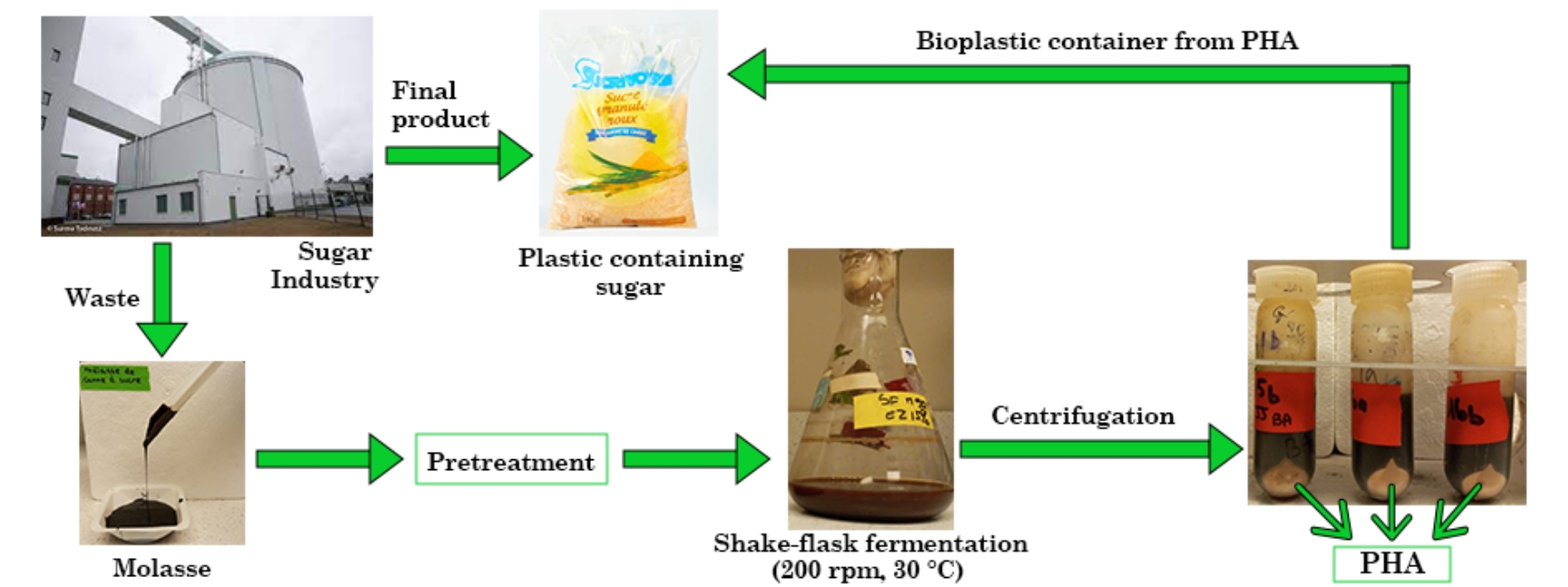
PHB is a biodegradable thermoplastic polyester that has the same characteristics as polyethylene (petrochemical origin), used in the field of packaging [50]. Current plastic waste found in nature are made from polyethylene and polyethylene is not degradable and persist in the environment [51]. So, they can use PHB, to substitute polyethylene, and to produce a sugar container. Sustainability in sugar process will establish on the standard of ‘Zero Waste’.
{kind=link}