Due to the widespread application of polymers, waste management is becoming elusive and a threat to the polymer industry, both manufacturing and processing. One commonly used polymer is polyethylene terephthalate (PET), considered environmentally harmful due to its substantial presence in waste streams and its resistance to natural degradation. Chemical recycling is the most suitable solution for dealing with this, as polymers are recycled into their starting material and used in various applications. Aminolysis of PET offers an alternative approach that can be conducted under less stringent conditions, yielding valuable chemicals. In this work, we depolymerized PET into an oligomeric product using 4,7,10-trioxa-1,13-tridecanediamine as an aminolysis agent. The resulting oligomer, containing amine functionality, was investigated for its potential as a curing agent for epoxy resin in coating applications. The aminolyzed product demonstrated enhanced performance, resulting in epoxy coatings with superior thermal stability, mechanical strength, and chemical resistance compared to traditional hardeners. These properties were rigorously tested and validated according to ASTM standards. Additionally, the direct utilization of the product obtained without filtration or separation provides a cost-effective solution. Our findings highlight a promising approach to PET recycling, providing a sustainable solution for waste management and a novel application for high-performance epoxy coatings.
Research Article
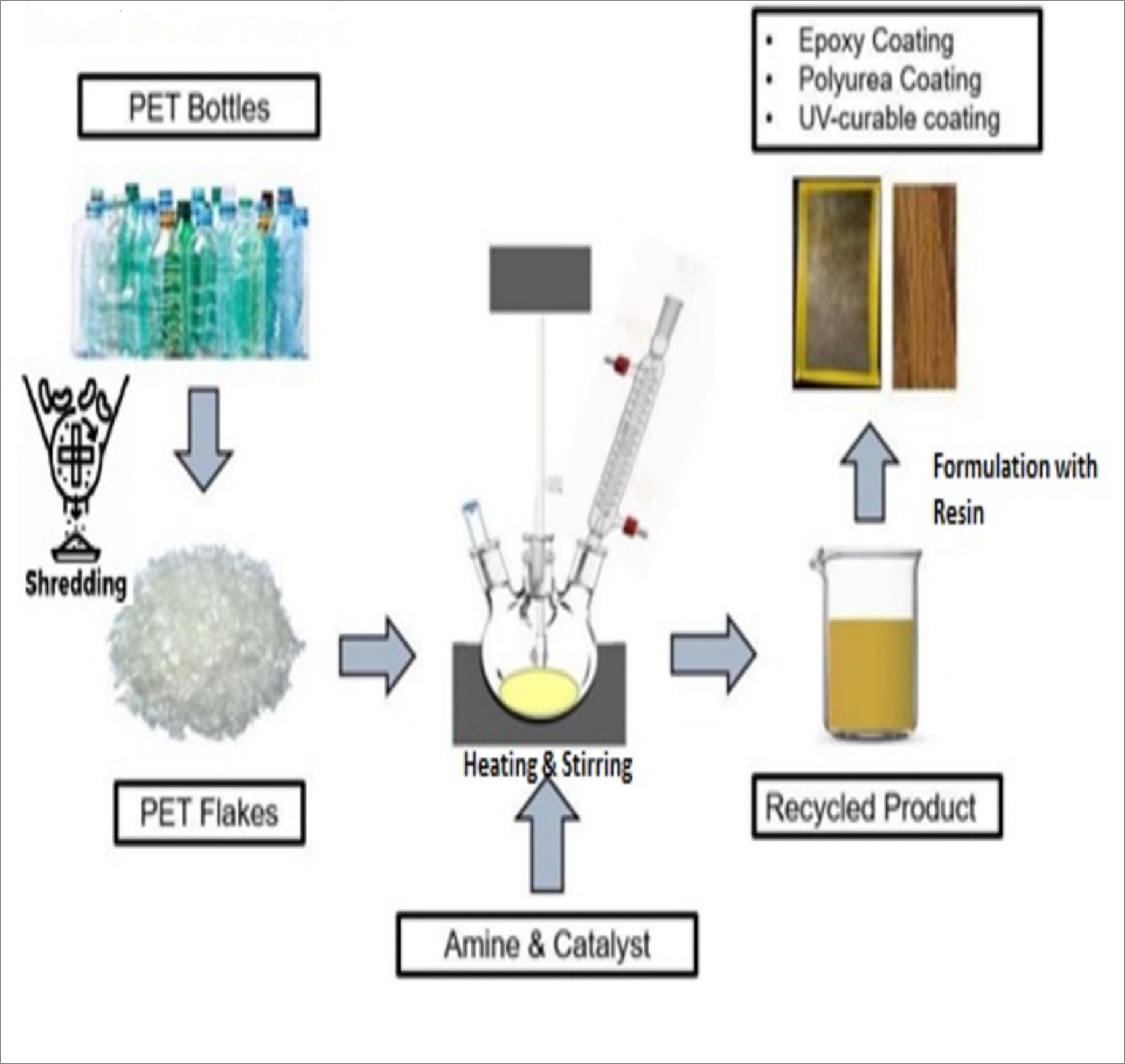
Chemical Recycling of PET by catalyzed aminolysis and its application as a hardener for epoxy coating
https://doi.org/10.21203/rs.3.rs-5030024/v1
This work is licensed under a CC BY 4.0 License
You are reading this latest preprint version
PET
Recycling
Aminolysis
Epoxy
Coating
Polyethylene terephthalate (PET), being a versatile commodity polymer, is used for different applications such as food and beverage packaging material (mainly water bottles and soft-drink bottles), housewares, electronics, sports goods, and textiles due to its long-lasting, thermal, and rheological properties[1,2]. However, the consequence of its widespread use is a significant increase in PET waste, particularly in developing countries, and it has become a substantial problem to the environment globally[3,4]. PET is a relatively stable polymer that degrades slowly; therefore, it doesn't directly endanger the environment. However, due to its considerable prevalence in the waste stream and resistance to degradation, it has been labeled as a hazardous material. Regarding this, ecological and economic considerations demand that PET be recycled or properly disposed off [5,6].
Primary recycling, mechanical or secondary recycling, chemical or tertiary recycling, and energy recovery by incinerator recycling are all options for recycling PET. Primary recycling refers to reusing lower-grade and uncontaminated scraps that fail to meet specifications. Before being used again, mechanical recycling requires a series of steps, including sorting, decontamination, and treatment with washing, drying, and grinding [7]. Melt extrusion is then used to reprocess the material into granules. However, due to chain scission processes brought on by water and trace acidic impurities, mechanical recycling might result in molecular weight reduction of the recycled PET resin. Besides chemical recycling, each of the mentioned recycling methods has some problems, such as a reduction in product quality in the case of primary recycling (reuse), the release of harmful smoke and gases in the case of incineration, and so on[8].
Tertiary or chemical recycling, which complies with sustainability development principles, is a generally acknowledged recycling technique that considers economic impact, customer demand, and lower cost. It can be recycled into its monomers, oligomers, intermediates, and final products. Various degrading agents, such as glycolysis (glycol), methanolysis (methanol), and hydrolysis (alkalis, mineral acids, water, or steam), are recycled in the production of monomers by chemical recycling. Glycolysis of PET involves depolymerization using ethylene glycol (or diethylene glycol or propylene glycol), giving out bis(hydroxy alkyl)terephthalate (BHET) as a product.[9] Similarly, methanolysis is carried out using methanol at high temperature and pressure with the main product Dimethyl Terephthalate (DMT) and ethylene glycol (EG). In contrast, hydrolysis can be carried out in three media, i.e., acidic, essential, and neutral, giving out terephthalic acid and ethylene glycol as products[10,11]. The aminolysis uses aliphatic and aromatic diamines as degrading agents, such as ethanolamine [12], ethylene diamine, isophoronediamine, benzylamine, etc.[13] diamides of terephthalic acid, bis(2-hydroxy ethylene)terephthalamide (BHETA) [14-15] and ethylene glycol are the main products. Similarly, aminolysis of PET is also carried out using hydrazine monohydrate as a degrading agent, providing terephthalic dihydrazide as the main product [16].
PET can be aminolyzed in less demanding circumstances and operating conditions [17-18], and the results could be utilized to create chemicals and polymeric materials and resins with added value, such as epoxy resin hardener [19-20], an additive for asphalt [21], a plasticizer for PVC [22], hot melt adhesive [23], etc.
So, this research is focused on the aminolysis of PET using 4,7,10-Trioxadecane 1,13-diamine as an aminolysis agent, which has not been explored till date. The aminolyzed product thus obtained was further used as a hardener for epoxy resin, and various coating properties like mechanical, thermal, chemical, and optical properties were explored. Simultaneously, commercial epoxy resin (Epotec YD 128) was cured with Polyetheramine T403 as a standard for comparative analysis.
This study introduces a novel method for the chemical recycling of PET using 4,7,10-trioxa-1,13-tridecanediamine for aminolysis, which operates under less stringent conditions compared to conventional methods. This innovative approach not only enhances the efficiency of PET recycling but also expands the potential applications of the recycled material.
Materials
Mineral water bottles made of PET were cut into flakes of average size 5mm×5mm, 4,7,10-Trioxadecane 1,13-diamine and Polyetheramine T403 were obtained from BASF, Zinc Acetate Dihydrate, xylene, N-Methyl Pyrrolidone (NMP), n-Butanol were purchased from S.D. Fine Chemicals India Private Limited, Epoxy Resin (Epotec YD 128) was procured from Aditya Birla Chemicals, Mumbai, India.
Depolymerization of PET waste using 4,7,10-Trioxadecane 1,13-diamine as an aminolysis agent
The aminolysis of PET waste was performed by keeping PET waste to 4,7,10-Trioxadecane 1,13- diamine ratio as 1:2 (molar ratio) at 140±5°C for 2 hours with the addition of zinc acetate (1% w/w) as a catalyst [24], all under a nitrogen atmosphere as shown in Fig.1. The entire procedure was carried out in a three-necked round bottom flask with an overhead stirrer, a nitrogen inlet, and a reflux condenser.
The reaction mass was cooled to room temperature when finished, and the resulting viscous yellow substance was examined using an FTIR, amine, and hydroxyl value analyzer. The product was employed immediately for additional application without any sorting or purification.
Surface Preparation of Mild Steel Panels
At first, the mild steel panels (125mm×75mm×0.1mm) were degreased using a cleaning solution for 15 min. These panels were washed with water and wiped with cotton, followed by cleaning with acetone. The panels were then dried in an oven at 120°C for about 20 minutes. Afterward, panels were polished with sandpaper (Emery Paper 800).
Application of depolymerized product as a hardener for epoxy coating
The depolymerized product obtained had amine functionality and hydroxyl functionality. Commercial epoxy resin (Epotec YD 128) was cured based on the amine and hydrogen equivalent of the product. The quantity of hardener required for curing was calculated as per Eq 1. The Xylene: NMP: Butanol (40:35:25, v/v) mixture was used as a solvent in the coating formulation to acquire the necessary viscosity. The commercial epoxy resin (Epotec YD 128) was also cured with Polyetheramine T403 (hardener) as a standard for comparative analysis, and the same solvent system was used for the coating application. The Coating formulations thus obtained were applied on mild steel panels with the flow method to get a dry film thickness (DFT) of around 35-60 microns. These coatings were given flash-off for 10 minutes and then kept for curing at 140°C for 20 minutes. The standard epoxy-amine system was cured at 150°C for 30 minutes, providing 10 minutes of flash-off time.

Testing
The recycled product underwent testing for amine value & hydroxyl value according to ASTM 2073-92 and ASTM D1957, respectively. DFT (Dry film thickness) measures the coating's thickness above the substrate when cured. According to ASTM D1186, the Elcometer 456 digital thickness gauge was used to measure the DFT for each coating. According to ASTM D-3359, coated panels underwent cross-cut adhesion testing to assess their adhesion characteristics. The coating's pencil hardness was evaluated using an ASTM D-3363-00 hardness tester. In accordance with ASTM D 523-67, the gloss of the coated panel was assessed using a Rhopoint-Novoglass glossmeter[25]. The flexibility of the coating was determined on coated aluminum panels and was reported in terms of crack resistance, i.e., the length of the crack was measured if it occurs or else '0' (mm) is reported. It is performed as per ASTM D522. The coating was tested for impact resistance according to ASTM D 2794 by an impact tester with a 60 cm height and weight of 1.36 kg. It was measured on the coated side of the panel (intrusion) and also on the back side of the panel (extrusion) and expressed in inch-pounds.
Various chemical properties such as xylene and methyl ethyl ketone (MEK) rub test, acid resistance, alkali resistance, and hydrolytic stability were also performed for coated panels. The solvent rub test is used to determine the MEK and xylene resistance of coated panels according to ASTM D 4752. Rub test was done till 300 rubs or till the coating got removed from the
surface, and the result reported is the number of double rubs passed by the coating. The acid and alkali resistance of the coated panels was evaluated by immersion method as per ASTM D 1308-2. To carry out the test, coated panels were dipped into alkali solution (5% w/v NaOH) and acid solution (5% w/v HCl) respectively for 6 hours and were continued for 24 hours if no change occurred after 6 hours. These panels were then observed for any damage like blistering, loss of gloss, color change, etc. Hydrolytic stability was tested per ASTM B 1308 by dipping coated panels in boiling water for 4 hours. These panels were then observed for damage like blistering, loss of gloss, color change, etc.
According to ASTM D-570, the cured coating's water absorption was assessed. The coated sample was exposed to water for 24 hours at room temperature before being dried in an oven at 100°C for 2 hours. The sample was taken out of the water after 24 hours and blotted with paper tissue. Following this, the sample's weight was measured, and the water absorption was determined by comparing the sample's weights before and after being submerged in water by Eq 2.

Where, Wa - the weight of the sample after dipping in water
Wb- the weight of the sample before dipping in water
The extent of crosslinking was measured for coating samples to analyze the extent of curing, and it was also done using the immersion method. The weighed sample was dipped in tetrahydrofuran (THF) solvent for 24 h at room temperature. After 24 h, the sample was dried in an oven at 120°C, and then, the sample weight was taken. The extent of curing was expressed as the percentage of the weight loss of cured film [26].
The corrosion resistance property of the coating was tested by salt spray analysis as per ASTM B-117-73. To carry out this analysis, two cross-cuts were made on coated mild steel panels to check the efficiency of coating against corrosion. The panels were placed in a salt spray chamber at a 60° angle and sprayed with 5% salt solution (NaCl) at 35°C. After constant exposure to salt spray, the panels were observed for blistering, loss of adhesion, etc.
To verify the performance of the coating formed by recycled products, all properties were compared with standard epoxy coating.
Characterization
To study the chemical structure of the recycled product, an FT-IR Spectrometer (PerkinElmer, Waltham, USA) was used to analyze the FT-IR spectra (40 scans, 400-4000 cm-1). Differential Scanning Colorimetry (DSC) was conducted using DSC214 polyma equipment from NETZSCH, Germany. The DSC instrument was operated under a nitrogen atmosphere and calibrated with n-octane and indium to determine the glass transition temperature of the samples. The samples were subjected to a temperature range from 25°C to 120°C at a heating rate of 10°C/min, with a nitrogen flow rate of 50 ml/min.
Thermogravimetric analysis (TGA) was carried out under a nitrogen atmosphere using an STA 6000 instrument from PerkinElmer in Waltham, USA. The temperature range for TGA analysis was from 50°C to 650°C, and the heating rate was maintained at 10°C/min with a nitrogen flow rate of 50 ml/min. For both DSC and TGA studies, the samples were extracted from the coated substrate and utilized for analysis.
Aminolysis of PET by 4,7,10-Trioxadecane 1,13-diamine as an aminolysis agent
The aminolysis of PET waste was carried out by taking molar ratios as 1:1 and 1:2 (PET: amine), and in both cases, yellow colored product was obtained. However, the product obtained with a molar ratio of 1:1 was a hard solid mass, so further application was not performed. The recycled product obtained from a molar ratio 1:2 proceeded for further application without separation.
Chemical and spectroscopic analysis of aminolyzed product
The aminolyzed product was analyzed for amine value, hydroxyl value, and FT-IR spectroscopy. The practical amine value and hydroxyl value obtained were 170.2 mg KOH/g of sample and 157.7 mg KOH/g of sample, respectively. The reaction was also monitored for change in amine value w.r.t. time and little change was observed in amine value, as shown in Fig.2. Therefore, reaction time was optimized to be 2 hours.
FTIR analysis (Fig.3) was done to confirm the molecular structure of the recycled product. The medium peak at 3300 cm-1 and a sharp peak at 1626 cm-1 were observed, which confirmed the presence of N-H stretching due to the presence of aliphatic primary amine and C=O stretch in amides, respectively. A peak at 2864 cm-1 is attributed to C-H stretching in alkanes and aromatic groups. The band near 1545 cm-1 confirms C-N stretching vibrations and N-H deformation. The existence of a medium peak at 1292 cm-1 can predict C-O stretching vibrations or C-H bending vibrations. The sharp peak at 1094 cm-1 confirms the presence of the C-O stretch in primary alcohol [27-29].
Coating Properties
Commercial epoxy resin (Epotec YD 128) was cured with the amines viz the aminolyzed product and 4,7,10- Trioxadecane 1,13-diamine to conduct the comparative analysis. Cured coatings were analyzed for mechanical, chemical, optical, and anticorrosive properties, the extent of crosslinking, and water absorption. Coatings were applied on mild steel panels with DFT ranging from 45-70 microns. The gloss of the coating at 47° was found to be 115 G.U. for epoxy coating cured with aminolyzed product, which was observed to be a bit higher than that of the commercial epoxy coating system. This can be attributed to higher aromatic content introduced by the aminolyzed PET. These aromatic rings result in a smoother and more reflective surface, compared to commercial formulations with fewer aromatic structures.
Mechanical Properties
All the coatings underwent analysis for the cross-cut adhesion, pencil hardness, impact resistance, and flexibility test, as detailed in Table 1. Impressively, all coatings exhibited excellent adhesion, achieving a rating of 5B. This level of adhesion is comparable to that of the commercial coating. The exceptional adhesion of the coating can be attributed to the presence of polar functional groups within the coating system, which form secondary hydrogen bonds with the substrate.
Pencil hardness was observed to be 5H for aminolyzed product-based coating, whereas it was observed to be 6H for commercial amine-based coating. The low hardness for aminolyzed product-based coating might be due to the lesser crosslink density of the coating than that of the standard coating. The flexibility of the coated panel was assessed by the falling ball impact test, which, in turn, determines the resistance of the coating to rapid deformation. All coatings showed excellent impact resistance, which can be due to the excellent adhesion and flexibility of the coating. Coated aluminum panels were tested for flexibility using a conical mandrel test. No crack was observed in any of the coatings, which can be attributed to the long aliphatic chain in the polymer backbone. The excellent adhesion provided by the coating could also be one of the reasons for its flexibility.
Table 1: Mechanical & Optical properties of epoxy coating (Epoxy-AP- Epoxy coating cured by aminolyzed product, Epoxy-C- Epoxy coating cured by Polyetheramine T403)
|
Characterization |
Epoxy-AP |
Epoxy-C |
|
DFT(μm) |
65-75 |
45-65 |
|
Gloss at 47° (G.U.) |
115 |
99 |
|
Cross-cut Adhesion |
5B |
5B |
|
Pencil Hardness |
5H |
6H |
|
Impact Resistance (lbs. in)
|
70.86
70.86 |
70.86
70.86 |
|
Flexibility (mm) |
0 |
0 |
Chemical properties
Coated panels were tested for acid, alkali, and water resistance using the immersion method. The coatings were dipped in 5% HCl and 5% NaOH solution for 6 hours and continued for 24 hours if no change was observed. Similarly, water resistance was also evaluated by keeping the coated panel in boiling water for 4 hours. After this, the coatings were examined for any visual damage. The acid resistance of the coating was found to be poor as the coating got peeled off from the substrate. This can be due to polar groups in the aminolyzed product, which may form hydrogen bonding with the acid group. In the case of alkali resistance, film softening, and gloss loss were found, possibly because of the saponification of ester groups present in the product. Coated panels were kept in boiling water for 4 hours for hydrolytic stability, which was then observed for visual defects. After the test, blistering was observed on the coated substrate, which could be due to long methylene linkages in chains that might have caused the permeation of water molecules into the system.
Coated panels were also tested for solvent rub test to evaluate the effect of polar and non-polar solvents. It was observed that the coating showed excellent xylene resistance, i.e., greater than 300 rubs, whereas the MEK test passed 125 rubs owing to the presence of polar groups that can get dissolved in MEK. Chemical Resistance of coatings is mentioned in Table 2.
Table 2: Chemical Properties of epoxy coating (Epoxy-AP- Epoxy coating cured by aminolyzed product, Epoxy-C- Epoxy coating cured by Polyetheramine T403)
|
|
Epoxy-AP |
Epoxy-C |
|
Solvent Resistance (rubs) Xylene
MEK |
>300
125±5 |
>300
200±5 |
|
Alkali resistance
(5% w/v) |
Softening of film and loss of gloss |
Pass |
|
Acid resistance
(5% w/v) |
Blister Formation, coating got peeled off from the substrate |
Pass |
|
Hydrolytic Stability
(4 hr) |
Blister formation |
Blister Formation |
Anticorrosive properties
The anticorrosive properties of the coatings were assessed through a salt spray test[30]. In this test, the coated panels were exposed to a 5% w/v aqueous solution of NaCl at 35°C for 500 hours. Fig.4 displays salt spray photos of coated panels before and after 500 hours of exposure. The results indicate that the epoxy coating based on the aminolyzed product exhibited poorer corrosion resistance than the commercial coating. This difference in performance may be attributed to polar functional groups within the aminolyzed product, which can affect its corrosion resistance properties.
Free film properties
Water absorption & extent of crosslinking
Cured-free films were evaluated for water absorption test and cross-linking extent by dipping them in water and tetrahydrofuran (THF) for 24 hours. The results showed that films with high crosslink density showed low water absorption. This might be due to the compactness of a highly crosslinked system. Regarding the extent of crosslinking, epoxy coating cured by aminolyzed product showed a slightly lower crosslink density than in the commercial epoxy coating. Results for the water absorption and extent of crosslinking test are shown in Table 3.
Table 3: Water absorption and extent of crosslinking (Epoxy-AP- Epoxy coating cured by aminolyzed product, Epoxy-C- Epoxy coating cured by Polyether amine T403)
|
|
Degree of crosslinking
(%) |
Water absorption
(%) |
|
Epoxy-AP |
90.9 |
11.3 |
|
Epoxy-C |
91.62 |
0 |
Thermal Properties
Differential Scanning Colorimetry (DSC)
A DSC scan of the aminolyzed product-based epoxy coating is shown in Fig.5. It was observed from the results that epoxy coating cured by aminolyzed product has higher Tg than epoxy resin cured by Polyetheramine T403. This is likely due to higher aliphatic content in Epoxy-C than Epoxy-AP, i.e., aminolyzed product has higher aromatic content.
Thermogravimetric analysis (TGA)
The thermogravimetric analysis (TGA) graph of the coating is presented in Fig.6. The epoxy coating derived from aminolyzed products (Epoxy-AP) exhibited a faster 10% degradation at 223.75°C, likely due to its higher aliphatic content, which is more susceptible to thermal decomposition at lower temperatures. However, the 50% degradation temperature of Epoxy-AP 392.75°C was comparable to that of the commercial epoxy coating (Epoxy-C), which degraded 50% at 390.75°C. This suggests that despite the initial faster degradation of the aliphatic components, the overall thermal stability at higher temperatures is maintained due to the presence of more stable aromatic segments or crosslinked networks formed during curing. On the other hand, the standard epoxy coating (Epoxy-C) showed 10% degradation at a much higher temperature (366.87°C), indicating a slower initial degradation rate.
Our research highlights the novel application of aminolyzed PET as a high-performance curing agent for epoxy coatings without generating any further waste. It is concluded from this work that PET is effectively recycled through aminolysis by using 4,7,10- Trioxa-1,13-tridecanediamine as an aminolysis agent. The recycled product has amine functionality and hydroxyl functionality in it. The commercial epoxy was cured using this aminolyzed product as well as commercial hardener. The coatings thus obtained were analyzed for mechanical, chemical, thermal, and optical properties, which were comparable with that of the commercial coatings. This work proposes an approach for minimizing a problem of global concern for plastic waste reduction. Also, as the tedious process of filtration is omitted in this work, the use of solvent and cost are reduced, which is a very concerning problem in any industry. This study addresses the environmental challenge of PET waste and provides a cost-effective and efficient method for creating valuable materials with good properties.
Acknowledgments
I express my profound gratitude to Mr. Kartik Shukla, Manager – Technical Services & Marketing, Blend Colours Pvt. Ltd, Hyderabad, and the R&D Team of Blend Colours Pvt. Ltd for helping with the characterization of products.
Declaration of Competing Interests:
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Author Contribution
Mrunalini M. Padole: Conducted the synthesis and testing.Pawan N. Gawali: Contributed to data interpretation, characterization, and manuscript writing alongside Mrunalini M. Padole.Prof. A.S. Sabnis: Served as the corresponding author and provided guidance in all aspects, from finalization of the research scheme to manuscript correction.
- Shena L, Worrell E, Patel M K (2010) Open-loop recycling: A LCA case study of PET bottle-to-fiber recycling. Resource Conservation and Recycling 55: 34.
- Küppers B., Chen X., Seidler I., Friedrich K, Raulf K, Pretz T, Feil A, Pomberger R, Vollprecht D (2019). Influences and consequences of mechanical delabelling on pet recycling. Multidisciplinary Journal for waste resources and residues 6:39.
- Well F (2011) Twenty years of PET bottle to bottle recycling—An overview. Resource Conservation and Recycling 55:865.
- Pudack C, Stepanski M, Fassler P. (2020). PET Recycling – Contributions of Crystallization to Sustainability. Chemical Engineering and Technology 4:452.
- Smith R L, Takkellapati S, Riegerix R C (2022) Recycling of Plastics in the United States: Plastic Material Flows and Polyethylene Terephthalate (PET) Recycling Processes. ACS Sustainable Chemistry & Engineering 10:2084.
- Alnaqbi M A., Mohsin M A., Busheer R M, Haik Y (2015) Microwave-assisted glycolysis of poly (ethylene terephthalate) catalyzed by 1-butyl-3-methylimidazolium bromide ionic liquid. Journal of Applied Polymer Science 132:1.
- Hopewell J, Dvorak R, Kosior E (2009) Plastics recycling: challenges and Opportunities. Philosophical Transactions of The Royal Society B. 43: 2007-2115.
- Sinha, V, Patel M R & Patel J V (2010) Pet Waste Management by Chemical Recycling: A Review. Journal of Polymers and the Environment 18:8-25.
- Viswanathan V, Mani P, Murugan A., Gopal J, Bernaurdshaw N, Vajiravelu S (2023) Chemical recycling of polyester textile wastes using silver‑doped zinc oxide nanoparticles: an economical solution for the circular economy. Environmental Science and Pollution Research 30:75401-75416.
- Genta M., Iwaya T, Sasak M, Goto M (2007) Supercritical methanol for polyethylene terephthalate depolymerization: Observation using simulator. Waste Management 27:1167.
- Nikles D E, Farahat M S (2005) New motivation for the depolymerization products derived from poly (ethylene terephthalate) (PET) waste: A review. Macromolecular Materials and Engineering 290:13.
- Jamdar V, Kathalewar M, Sabnis A (2018) Depolymerization Study of PET Waste Using Aminoethylethanolamine and Recycled Product Application as Polyesteramide Synthesis. Journal of Polymers and the Environment 26:2601.
- Gupta P, Bhandari S (2019) Chemical Depolymerization of PET Bottles via Ammonolysis and Aminolysis. Elsevier Inc.
- Shukla S R, Hara A M (2006) Aminolysis of polyethylene terephthalate waste. Polymer Degradation and Stability 91: 1850-1854.
- Raheem A B, Noor Z Z, Hassan A, Abd Hamid M K, Samsudin S A, Sabeen A H (2019) Current developments in the chemical recycling of post-consumer polyethylene terephthalate wastes for new materials production: A review. Journal of Cleaner Production 225:1052.
- Kárpáti L, Fejér M, Kalocsai D, Molnár J, Vargha V (2019) Synthesis and characterization of isophorone diamine based epoxy hardeners from aminolysis of PET. Express Polymer Letters 13:618.
- Mersha D A, Gesese T N , Sendekie Z B, Admase A T, Bezie A J (2024) Operating conditions, products and sustainable recycling routes of aminolysis of polyethylene terephthalate (PET) –a review. Polymer Bulletin.
- Babaei M, Jalilian M, Shahbaz K. (2024) Chemical recycling of Polyethylene terephthalate: A mini-review. Journal of Environmental Chemical Engineering 12: 112507.
- More A, Mhaske S (2018) The epoxy-based anticorrosive coating was developed with modified poly(o-anisidine) and depolymerized product of PET waste. Iranian Polymer Journal 27:359.
- Teotia, M., Tarannum, N., Chauhan, M., Soni, R. K. (2019). Structure-based rational design, synthesis, crystal structure, DFT and molecular docking of 1,4-benzene dicarboxamide isomers with application as hardeners. New Journal of Chemistry 43:7972.
- Leng Z., Sreeram A, Padhan R. K, Tan Z (2018) Value-added application of waste PET-based additives in bituminous mixtures containing a high percentage of reclaimed asphalt pavement (RAP). Journal of Cleaner Production 196:615.
- More A P, Kute R A, Mhaske S T (2014) Chemical conversion of PET waste using ethanolamine to bis (2-hydroxyethyl) terephthalamide (BHETA) through aminolysis and a novel plasticizer for PVC. Iranian Polymer Journal 23:59.
- Singh A K, Chugh K, Mhaske S T (2024) Improvement in BHETA yield by aminolysis and its application in hot melt adhesive. International Journal of Adhesion & Adhesives 130:103610.
- Zhang L, Liu L, Yue Q, and Zhu C (2014) From Aminolysis Product of PET Waste to Value-added Products of Polymer and Assistants. Polymers & Polymer Composites 22: 1-13.
- Nimeroff I, Hammond H K, Richmond J C (1956). Specular‐Gloss Measurement of Ceramic Materials. Journal of the American Ceramic Society 39:103.
- Kathalewar M, Sabnis A, Waghoo G. (2013) Effect of incorporation of surface-treated zinc oxide on non-isocyanate polyurethane based nano-composite coatings. Progress in Organic Coatings76:1215.
- Kayee C, Masami K, Mina Y, Anatoly Z (2023) Copper Ion Removal Using a Waste-Plastic-Derived Hydrogel Adsorbent Prepared via Microwave-Assisted PET Aminolysis. Gels, 9, 87.
- R.M. Silverstein, F.X. Webster and DJK (2005). Spectrometric Identification of Organic Compounds. John Wiley & Sons, Inc., United States.
- D. L. Pavia, G. M. Lampman, G. S. Kriz JRV (2009) Introduction to Spectroscopy. 4th ed. Cengage Learning Inc., United States.
- Guchait A., Maity D., Sabnis A S (2024) Recycling of waste polyurethane shoe sole via aminolysis route. Journal of Material Cycles and Waste Management 26:860-871.
No competing interests reported.
- floatimage1.png
Graphical Abstract
{kind=link}