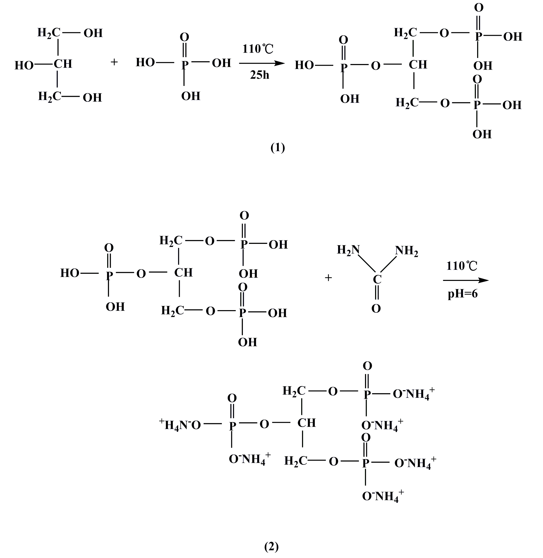
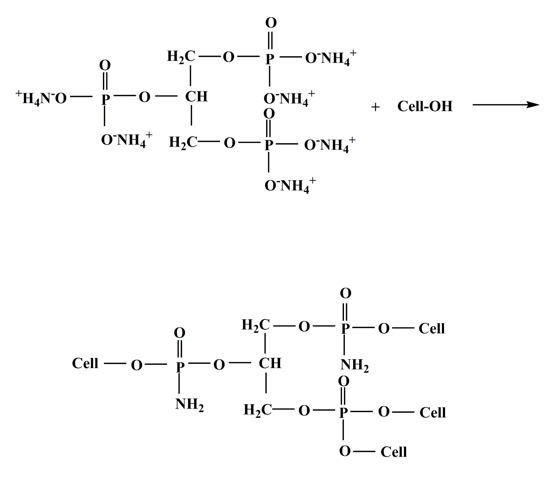
Phosphorus/nitrogen flame retardant ammonium three phosphoric acid glycerol ester (FR) with reactive -P-O−NH4+ groups was synthesized from glycerol, phosphoric acid and urea. At high temperature, the -P-O−NH4+ group in FR is decomposed into -P-O−H+ group. Under the action of catalyst dicyandiamide, -P-O−H+ forms phosphonic anhydride. Phosphonic anhydride can dehydrate and condense with the hydroxyl group on the 6-position carbon atom in the glucose ring of cotton fiber, forming a firm P-O-C bond, thus fixing FR molecule firmlyon cotton fiber. XRD suggested that the finishing process only slightly affected the cotton fiber structure and the surface morphology, elemental composition of char residue in cotton fabrics were tested by scanning electron microscope (SEM) and energy dispersive spectrometer (EDS). Confirmed that FR was grafted well with slight damage to the cotton structure. When the treated cotton with 25.3% weight gain(WG) in FR, the treated cotton has self extinguishing property and passed UL-94 vertical burning V-0 classification, the limiting oxygen index (LOI) was improved from 17.0–40.5%, and the LOI can still reach 30.9% after 50 laundering cycles, the cone calorimetry(CONE) analysis indicated that the peak heat release rate (PHRR) of the treated cotton was reduced from 190.3 kW/m2 to 17.9 kW/m2, and the total heat release (THR) was reduced from 2.8 MJ/m2 to 1.8 MJ/m2, The thermogravimetric(TG) and Differential scanning calorimeter (DSC) showed that the addition of FR inhibited the initial thermal degradation temperature of the treated cotton under heating conditions, and TG showed that the initial thermal degradation temperature of treated cotton in nitrogen and air was 225.9 ℃ and 221.8 ℃, respectively, which was lower than that of untreated cotton. The mechanical properties are in the usable range, which showed that treated cotton had excellent flame retardancy, durability and good flexibility.
Research Article
Synthesis of a New Phosphorus/Nitrogen Durable Flame Retardant for Cotton Fabrics
https://doi.org/10.21203/rs.3.rs-552835/v2
This work is licensed under a CC BY 4.0 License
You are reading this latest preprint version
FR
treated cotton
chemical grafting
thermal stability
durability
Due to its good hygroscopicity, biodegradability and natural skin friendly characteristics, cotton fabric is widely used in industrial fire clothing, military protective clothing, home decoration, building industry (such as building decoration materials, wallboard materials, fences, etc.) and automotive industry (such as doors, door dashboard) (Shahidi et al. 2013; Emam et al. 2019). However, cotton fabric is very easy to be ignited, LOI value is about 17.0% (Liu et al. 2018b). The flame spreads quickly. It can be treated by flame retardant finishing (Pethsangave et al. 2017) and blending with other flame retardant fibers (Mohamed et al. 2014). Halogen flame retardant has good fire prevention effect. However, chlorine and bromine atoms will release halogen free radicals or hydrogen halide, which will produce corrosive and toxic smoke in the degradation or burning process, which has been banned in many countries (Abou-Okeil et al. 2013). Therefore, the purpose of this study is to replace halogen flame retardants with more environmentally friendly flame retardants.
Common flame retardant elements include phosphorus, nitrogen, silicon, magnesium, aluminum, boron, sulfur, etc. Phosphorus containing compounds are considered to be the most promising durability flame retardants for cotton fabric (Alongi et al. 2013). At high temperature, phosphorus containing compounds can be decomposed into phosphoric acid/polyphosphoric acid and other acidic fluid substances. These acidic intermediates can react with the matrix materials, catalyze the dehydration reaction of materials and promote the carbonization of materials (Rosace et al. 2017; Molaba et al. 2016). In addition, during the combustion process, nitrogenous compounds decompose into non combustible products such as ammonia, nitrogen, water vapor and nitrogen oxides dilute the oxygen concentration, making it difficult for combustion to continue.(Sharma et al. 2017). Therefore, phosphorus/nitrogen flame retardant is selected to synthesize target flame retardants for flame retardant finishing of cotton fabric (Mohammad et al. 2015). At present, N-hydroxymethyl phosphoryl Propionamide(CP) is the main commercial phosphorus/nitrogen flame retardant widely used in cotton fabric flame retardant (Fang et al. 2016). The finished cotton shows excellent flame retardancy (Liu et al. 2018a). However, the finished cotton is affected by the hydrolysis of N-hydroxy methyl group and the crosslinking agent of polyhydroxy methyl melamine, which contains a lot of free formaldehyde and seriously endangers people's health. Therefore, it is a very important challenge to find the active groups of new flame retardants (Manfredi et al. 2018).
In recent years, some durability, halogen free and environmentally friendly flame retardants and technologies have been reported. Various surface treatments such as LBL self-assembly (Carosio et al. 2018; Fang et al. 2019), sol-gel technology (Alongi et al. 2012; Bentis et al. 2019), nano coating and chemical grafting (Liu et al. 2017) have been used to prepare functional textiles with antibacterial (Tudu et al. 2020), flame retardant (Rosace et al. 2018), water repellent (Vince et al. 2006), UV resistant (Abidi et al. 2009; Yuan et al. 2012) or self-cleaning property (Ahmed et al. 2019). Annalisa (Annalisa et al. 2016)used layer by layer self-assembly method to finish 30 layers of DNA chitosan double-layer structure on cotton fabric, and then cured by UV, which gave the cotton fabric good self extinguishing property, reduced the initial pyrolysis temperature and maximum pyrolysis rate temperature of cotton fabric, and increased the amount of coke. The main problem to be solved by this method is to maintain the friction and washing durability of the treated fabric. Sol-gel technology is considered to be a multipurpose synthesis method based on hydrolysis and condensation two step reaction. However, under acidic pH conditions, the mechanical properties of cotton fabric often drop sharply (Kundu et al. 2018; Nabipour et al. 2020). Zhang (Zhang et al. 2017) proposed a simple and economical method to prepare cotton fabric with hydrophobic and flame retardant properties through sol-gel reaction and self-assembly technology. However, due to the lack of low surface energy and micro nano structure, the WCA of the fabric is about 120 ℃, which can not meet the requirements of hydrophobicity. Nano materials are environmentally friendly, non-toxic and other characteristics, and have also been used in flame retardants. However, the main disadvantage is poor washing durability, which leads to unstable flame retardancy (Malucelli et al. 2014; Lin et al. 2019). So far, environmentally friendly and washable flame retardant coatings are a great challenge for the scientific and industrial circles. Some studies show that (Wang et al. 2016) chemical grafting is considered to be an effective method to prepare durability flame retardant.
Pentaerythritol is the most common carbonizing agent, and its lower melting point is conducive to the earlier expansion of the flame retardant system. However, its water solubility sometimes limits its practical application. Its solubility in water is slightly poor. Tian et al. synthesized the intumescent flame retardant diethylene glycol phosphate (ADGP) from diethylene glycol, phosphoric acid and urea, and grafted the flame retardant onto cotton fabric. The LOI value of cotton fabric treated with 40% ADGP reaches 43.7%. After 50 LCs, LOI of flame retardant cotton fabric is relatively high, which is 32.5%. In addition, the TG analysis results show that the thermal stability of the treated fabric can be significantly improved, and the mass of the char residue is 33.2% at 800 ℃. The experimental results show that ADGP flame retardant cotton fabric has excellent thermal stability, flame retardant performance and durability (Tian et al. 2019). The problems are that the grafting rate is low and the mechanical properties are affected. In this study, glycerol was used as carbonizing agent, Dicyandiamide (as catalyst) were used to explore the best chemical grafting process, which improved the grafting rate and had no significant effect on mechanical properties. The treated cotton with durable, flame retardant, smoke suppression and environmental protection is realized. The raw materials used in this method are safe and easy to obtain, and the process flow is simple. TG was used to analyze the thermal stability and oxidation resistance of cotton fabrics before and after finishing. XRD and FT-IR were used to characterize the crystal structure and chemical structure of cotton fabrics before and after finishing. SEM-EDS was used to analyze the surface morphology and element composition of carbon residue of cotton fabrics before and after finishing. LOI, vertical burning and CONE were used to test the combustion properties of cotton fabrics before and after finishing. Finally, the flexibility and mechanical properties of cotton fabrics before and after finishing were evaluated.
2.1 Materials
Plain woven cotton fabric (area density 122 g/m2, 570 × 340) was obtained from market in Jilin, China. Glycerol was purchased from Tianjin North Tianyi Chemical Reagent Plant, China. Dicyandiamide was obtained from Aladdin Reagent (Shanghai) Co., Ltd. (Shanghai, China). Phosphoric acid, ammonium dihydrogen phosphate, urea and ethanol were supplied by the Tianjin Damao Chemical Reagent Plant (Tianjin, China). All the chemicals were of reagent grade and used without further purification.
2.2 Synthesis of FR
Put 0.1 mol glycerol into a 250 ml beaker, add 0.3 mol phosphoric acid into the beaker, stir and raise the temperature to 110 ℃, and react for 25 h. At this time, the reaction system changes from colorless transparent mixture to brown viscous liquid. Then, reduce the reaction temperature to 80 ℃, slowly add 0.3 mol urea into the beaker, stir and raise the temperature to 110 ℃ to continue the reaction, and stop the reaction when the pH value of the mixture reaches 6. The white solid flame retardant FR was obtained after the crude product was extracted with anhydrous ethanol to remove impurities and dried. The yield was 70.0%. The structure of FR was analyzed by 13CNMR, 1HNMR and 31PNMR. The results were as follows:
13C NMR (D2O, 600 MHz)δ(ppm): 77.52 (s, CH) and 84.93 (s, 3CH2). 1H NMR (D2O, 600 MHz)δ(ppm): 3.42 (s, CH), 3.70 (s, 2CH2) and 4.60 (s, D2O). 31P NMR (D2O, 600 MHz)δ(ppm): 10.59 (s, 3P). The test results are consistent with the structure of FR.
2.3 FR finishing of cotton fabric
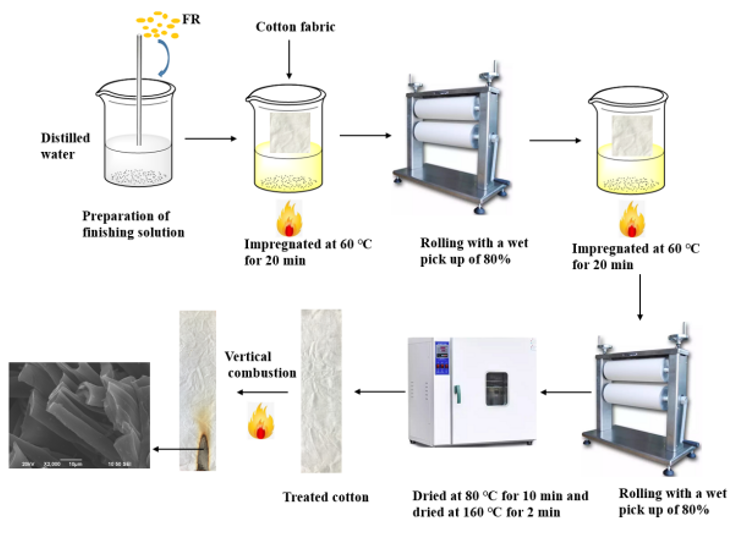
Finishing prescription: Soak cotton fabric in FR solution with a specific concentration, and add a certain amount of dicyandiamide as catalyst in the solution. Finishing process: Dipping (soaking at 60 ℃ for 20 min, twice dipping and twice rolling, so that the liquid carrying rate reaches about 80%) → pre-drying (80 ℃, 10 min) → baking (160 ℃, 2 min) → water washing → drying. Scheme 2 describes the chemical grafting reaction between cotton fabric and FR. Scheme 3 describes the FR finishing process of cotton fabric. At 160 ℃, some -P-O-NH4+ groups may also form phosphoramide group O = P-NH2.
WG was calculated in accordance with Eq. (1):

2.4 Characterization
1H, 13C and 31P (600 MHz) nuclear magnetic resonance (NMR) spectra of FR spectra were obtained using a Bruker 600 M spectrometer.
FT-IR test: The synthesized FR and cotton fabric were dried to remove moisture, then characterized by Fourier transform infrared spectrometer, and their structures were analyzed. The spectral scanning range is 4000 ~ 500 cm-1, and the resolution is 2.0 cm-1. Tensor II FT-IR spectrometer, BRUKER Company, Germany.
TG test: In nitrogen and air atmosphere, carry out thermogravimetric test at 30 ℃-600 ℃ at a heating rate of 10 ℃/min. TG Q50 thermogravimetric analyzer, Waters Company, USA.
SEM-EDS test: After spraying gold on the surface for 1 min, the surface morphology and elemental composition of char residue of fabric were observed at different magnifications under the working voltage of 20 kV. TESCANVEGA3 scanning electron microscope, Czech Tesken Company.
XRD test: The crystal region of fabric was tested by XRD, with light tube voltage of 35 kV, tube current of 30 mA, scanning step width of 0. 02° and scanning speed of 0.1 (°)/s, and the products were characterized by XRD. SHL-2 XRD temperature controller, manufactured by Dandong Fangyuan Instrument Co., Ltd.
UL-94 vertical burning test: The size of cotton samples was 300 x 90 mm2, the performance of test according to GB/T 5455 − 2014 Determination of damage length in vertical direction, smoldering and afterburning time of textile burning performance. YGB815 Vertical and Horizontal Burning Tester, Wenzhou Fangyuan Instrument Co., Ltd.
Washing test: According to AATCC 61-2013 Color fastness to washing: accelerated method, the washing fastness of flame retardant finished fabrics was measured by using a washing fastness tester. The concentration of detergent is 3.7 g/L, the washing temperature is 40 ℃, and the washing time is 45 min. When washing, put 10 steel balls, which is equivalent to 5 times of household washing. SW-12A washing fastness tester, Wuxi Textile Instrument Factory.
LOI test: The size of cotton samples was 150 x 58 mm2, test according to GB/T 5454 − 1997 Oxygen Index Method for Textile Burning Performance Test. ZR-01 oxygen index tester, Qingdao Shanfang Instrument Works.
CONE test: The sample is 100 × 100 × 4 mm3 with a radiation flux of 35 kW/m2. JCZ-2 Cone Calorimeter, Nanjing Jiangning Analytical Instrument Factory.
DSC test: Record the heat capacity of the sample at a heating rate of 10 ℃/min in the temperature range from room temperature to 400 ℃ under nitrogen atmosphere. DSC131 EVO differential scanning calorimeter, Beijing Setaram Instrument Company.
Flexibility test: According to the ASTM D 1388-96 (2002) standar. using a LLY-01- type computer-controlled flexibility tester (Jilin Electromechanical Equipment Co. Ltd. Jilin, China)
Whiteness and yellowness test: Referring to GB/T 8424. 2-2001 Instrumental Evaluation Method for Relative Whiteness of Textiles Color Fastness Test, the whiteness of cotton fabrics before and after flame retardant finishing is measured on a digital display automatic whiteness meter, and the average value of each sample is taken after multiple measurements. WBS − 1 whiteness meter, Shanghai Xinrui Instrument Co., Ltd.
Mechanical property test: According to GB/T 3923.1–2013 tensile properties of textiles and fabrics part 1: determination of breaking strength and elongation at break (strip method), the breaking strength of cotton fabrics before and after finishing is tested on a material testing machine. HD026N multifunctional electronic fabric strength tester, Nantong Hongda Experimental Instrument Co., Ltd.
3.1 FT-IR analysis of FR
The infrared spectrum of FR is presented in Fig. 1. 1460 cm− 1 was the bending vibration characteristic peak of C-H in -CH2, 1160 cm− 1 was the stretching vibration characteristic peak of P = O (Liu et al. 2019), 1060 cm− 1 was the stretching vibration characteristic peak of P-O-C (Wang et al. 2020), 960 cm− 1 was the stretching vibration characteristic peak of -P-O-H+ (Jia et al. 2017a). That is because the -P-O-NH4+ group in FR was thermally decomposed into -P-O-H+. In conclusion, the infrared spectrum of the synthesized product was consistent with the characteristic group of the target product, which indicates that FR has been successfully synthesized.
3.2 LOI and durability analysis of untreated cotton and treated cotton
The WG value of the cotton treated with different FR concentrations change are presented in Fig. 2(a). The WG value of the cotton treated with 100g/L, 200g/L, 300g/L and 400g/L FR before washing are 8.5%, 19.1%, 25.3% and 33.7%, respectively. After 50 LCs, their WG value is 3.7%, 8.3%, 10.3% and 12.1%, respectively. The cotton fabric treated with 400g/L FR solution achieves a large WG of 33.7%. If the concentration of FR is too high, the WG% of treated cotton will also increase, which will affect the physical properties such as handle and original comfort.
The LOI value represents the minimum oxygen concentration required to maintain the flame state when the sample is burned in oxygen and nitrogen atmosphere (Dutkiewicz et al. 2018). As shown in Fig. 2(b), the LOI values of treated cotton with 8.5%, 19.1%, 25.3%, 33.7% WG FR solution reached 26.1%, 31.7%, 40.5% and 42.0% respectively, which were higher than 17.0% of the untreated cotton. After 50 LCs, the LOI values of 25.3% and 33.7% WG FR were 30.9% and 33.9% respectively, which were higher than the LOI values of international flame retardant standard (26%-28%) (Li et al. 2015). Therefore, the cotton fabric with 25.3% WG FR or more can be regarded as durability treated cotton. At the same time, the LOI value of the treated cotton decreases with the increase of laundering cycles. That is why the unreacted FR and the covalent bond P-O-C in some FR are washed away in the washing process. FR has the active group of -P-O-NH4+, which can combine with cellulose through P-O-C covalent bond. In addition, FR can react with -OH on cellulose to form P-O-C bond at the same time. Only when the P-O-C covalent bond between FR and cellulose is completely hydrolyzed can FR be removed from the treated cotton. However, due to the polymerization of flame retardant molecules to a certain extent, it is difficult to hydrolyze all P-O-C covalent bonds. Therefore, the cotton fabric treated with flame retardant has excellent durability.
3.2 Thermal and thermo-oxidative analysis of FR, untreated cotton and treated cotton
Thermal and thermo-oxidative processes of FR, untreated cotton and treated cotton have been investigated by TGA. T5% and T10% were temperature at 5%, 10% mass loss, Tmax was the maximum thermal degradation rate temperature. Rmax was the maximum thermal degradation rate.
The TG and DTG curves and data of FR, untreated cotton and treated cotton in N2 atmosphere are presented in Fig. 3(a) and 3(b) and Table 1, For FR, T5% was 101.6 ℃, which was caused by water evaporation and oligomer decomposition. T10% was 126.8 ℃, and weight loss was 33.1%. The rapid weight loss in this stage was due to the fact that the phosphoric acid released from FR molecular fracture can promote the dehydration and carbonization of FR. Tmax of FR was 161.9 ℃, and the Rmax was 0.6%/℃. The pyrophosphoric acid produced by dehydration of phosphoric acid promotes the carbonization of FR, and then C-C, P = O, -O- break a lot, releasing volatile substances such as NH3, H2O and other small molecular products. The residual carbon rate was 21.0% at 600 ℃. These results indicated that FR has good thermal stability. For untreated cotton and treated cotton, in the initial stage, the fabric has a little weight loss, which was due to the loss of bound water due to the heating of the fabric. The main weight loss of the fabric was between 250 ℃-350 ℃, and the mass loss rate increases rapidly in this stage. This was mainly due to the depolymerization of cellulose macromolecules to produce L-glucose, which was further decomposed to form pyrolysis products and coke (Hussain et al. 2019). When the temperature continues to rise, the cellulose burning char residue will continue to dehydrate and release water and carbon dioxide, and the mass loss rate will be significantly reduced, and the char residue content will be higher and higher (Pan et al. 2018). T5% and T10% of untreated cotton are 257.5 ℃ and 280.7 ℃ respectively, while treated cotton is 184.4 ℃ and 225.9 ℃ respectively. That is because FR catalyzes the decomposition of cellulose (Shafizadeh et al. 1982).The Tmax of untreated cotton was 331.6 ℃, and the Rmax was 1.4%/℃, while the Tmax and Rmax of treated cotton were 263.6 ℃ and 1.1%/℃, respectively. That is why the treated cotton decomposes to form phosphoric acid when heated, and then polymerizes to form polyphosphoric acid, which inhibits the production of L-glucose and further improves the thermal stability. FR dehydrate the cellulose and promote the formation of char residue. The char residue was covered on the surface of the fiber to isolate heat and inhibit the further decomposition of the fiber. The mass of the char residue of treated cotton at 600 ℃ was 28.6%, while that of untreated cotton was only 18.9%, which indicates that improve the thermal stability of cotton fabric.
The thermo-oxidative processes of FR, untreated cotton and treated cotton curves and data are presented in Fig. 3(c) and 3(d) and Table.1. For FR, T5% was 92.2 ℃, T10% was 136.1 ℃,which indicated that FR began to decompose at lower temperatures in air atmosphere. Tmax of FR was 179.1 ℃, and the Rmax was 0.6%/℃. In the range of 200–500 ℃, the weight loss of FR was slow. The residual carbon rate was 35.9% at 600 ℃. For untreated cotton and treated cotton, Below 100 ℃, it belongs to the dehydration stage of water molecules in cellulose. The second degradation occurs when the temperature rises to about 200 ℃. When the temperature is kept at 262.6 ℃, the weight loss rate reaches the maximum, and the weight loss is 30.6%. The weight loss rate of the untreated cotton was the highest at 372 ℃. The weight loss was 72%. In addition, the mass of the char residue of treated cotton is 12.6% at 600 ℃ in air atmosphere, while the mass of the char residue of untreated cotton is 1.0%. Compared with the untreated cotton, the initial decomposition temperature of treated cotton decreased and the residual content increased significantly in both nitrogen and air atmospheres. The above test results show that FR can promote the thermal decomposition of cotton fabric, form a carbon slag protective layer to protect the deep fiber and reduce the decomposition rate of cellulose matrix. It also shows that FR presents a typical condensed phase flame retardant mechanism.
|
Sample |
T5% (℃) |
T10% (℃) |
Tmax (℃) |
Rmax (%/℃) |
Residue at 600℃ (%) |
|---|---|---|---|---|---|
|
Untreated cotton in N2 |
257.5 |
280.7 |
331.6 |
1.4 |
18.9 |
|
Treated cotton in N2 |
184.4 |
225.9 |
263.6 |
1.1 |
28.6 |
|
Untreated cotton in air |
153.1 |
259.8 |
301.4 |
1.1 |
1.0 |
|
Treated cotton in air |
178.4 |
221.8 |
262.6 |
1.4 |
12.6 |
|
FR in N2 |
101.6 |
126.8 |
161.9 |
0.6 |
21.0 |
|
FR in air |
92.2 |
136.1 |
179.1 |
0.6 |
35.9 |
3.3 XRD patterns of untreated cotton and treated cotton
The crystal structures of untreated cotton and treated cotton were determined by XRD analysis. As shown in Fig. 4, the diffraction peaks of treated cotton were at 14.62, 16.44, 22.18 and 34.36, corresponding to (110), (110), (200) and (004) grid planes respectively. The diffraction peaks of untreated cotton were at 14.80, 16.60, 22.56 and 34.28, corresponding to (110), (110), (200) and (004) grid planes respectively (Kwak et al. 2015; Zheng et al. 2016).The peak position and shape of untreated cotton and treated cotton were very similar, which means that the plane spacing between crystal planes does not change, and the finishing process has little effect on the structure of treated cotton. The crystal structure of cellulose was slightly expanded or layered by the dehydration reaction of FR and cotton fabric cellulose (Lee et al. 2018), and the diffraction peak intensity of treated cotton was slightly lower than that of untreated cotton. This may be due to the penetration of dicyandiamide and FR into the amorphous region of the fiber during the process of cotton fabric soaking in flame retardant finishing solution, and these small molecules were grafted in the subsequent high temperature grafting reaction in this region, the content of cellulose in the treated cotton decreases, which affects the spatial chemical structure of the fiber. That is to say, the proportion of crystalline region of treated cotton grafted with FR decreases, which leads to the decrease of diffraction peak intensity.
3.4 FT-IR patterns of untreated cotton and treated cotton
The FT-IR of untreated cotton and treated cotton are presented in Fig. 5. The absorption peaks at 3471 cm− 1 and 3488 cm− 1 were caused by the stretching vibration of O-H in untreated cotton and treated cotton respectively (Zhang et al. 2018), the treated cotton has a new strong absorption peak at 1200cm− 1, which was caused by the stretching vibration of P = O (Bosco et al. 2017), and a weak P-O-H stretching vibration absorption peak at 850cm− 1 (Mao et al. 2015). In addition, The P-O-C stretching vibration has an enhanced absorption peak at 1050 cm− 1, indicating that the flame retardant molecules have been successfully introduced into the cotton fiber (Choi et al. 2018). The absorption peak at 1625 cm− 1 was caused by the stretching vibration of C = O (Nguyen et al. 2014). That is why the glycosidic bond of cellulose was oxidized to C = O under high temperature and acid environment.
3.5 Surface morphology and elemental composition of char residue from untreated cotton and treated cotton
In order to better study the flame retardant effect of cotton fabric, the morphology of char residue in cotton fabric is more valuable than that of raw cotton. SEM and EDS were used to study the surface morphology and element composition of fabric char residue.The SEM of untreated cotton char residue with different magnification are shown in Fig. 6(a) and (b), the fiber structure was obviously damaged, and the SEM of treated cotton char residue with different magnification are shown in Fig. 6(c) and (d), the fiber structure can still remain intact, indicating that FR can effectively protect the structure of the fabric after burning, and there are obvious particles on the surface of the treated cotton after burning, indicating that FR is successfully attached to the treated cotton. As shown in Fig. 6(e) and (f), EDS shows that phosphorus is evenly distributed on the surface of the char residue of the treated cotton, and the carbon content was increased compared with that before combustion, which indicates that FR can improve the flame retardant performance of cotton fabric by promoting carbon formation.
3.6 Vertical burning analysis of untreated cotton and treated cotton
The vertical burning method is used to evaluate the burning performance of cotton fabric. Figure 7 shows the electronic photos of untreated cotton and treated cotton after vertical burning. As shown in Table 2, the treated cotton with 8.5%, 19.0%, 25.3% and 33.7% WG FR solution has carbon length equal to reach 50 mm, 42 mm, 38 mm and 33 mm. The untreated cotton was ignited immediately in the vertical burning test, the flame spread rapidly and finally completely burned out, the after-flame time(t1) and after-glow time(t2) were 7.0s and 11.2s respectively, while the flame diffusion speed of treated cotton decreased, the t1 and t2 were 0, and the treated cotton went out immediately after leaving the flame. The results show that the treated cotton has good flame retardancy. When the fire source was removed, with the increase of FR concentration, the length of carbon decreases, and the t1 and t2 are both 0. The carbon length increased after 50 LCs. When the treated cotton with 25.3% WG, the treated cotton has self extinguishing property, and passed UL-94 V-0 classification of vertical burning test. The mechanism of flame retardant is that phosphorus element can strengthen the system, which can be transformed into phosphorus/base acid in the condensed phase, thus accelerating the carbonization of cotton fabric. The carbonization layer can protect the treated cotton fabric from heat transfer and the release of combustible volatiles. Active factors such as PO· can also be released in the gas phase to terminate the free radical reaction. At the same time, small molecules such as CO2, H2O and NH3 can be produced during the burning and decomposition of treated cotton. The reduction of the contact between the treated cotton and O2 and other combustibles indicates that the treated cotton has good flame retardant properties and plays a flame retardant effect in both condensed phase and gas phase.
SEM of char residue of untreated cotton and treated cotton under different magnification are shown in Fig. 8. Figure 8(a), (b)show the char residue of untreated cotton indicated that the fiber structure was obviously destroyed, Fig. 8(c) and (d) show the char residue of treated cotton after burning was continuous and uniform, and the structure was relatively complete. That is why FR containing phosphorus decomposes into phosphoric acid during heating, and phosphoric acid forms polyphosphoric acid at high temperature, which plays the role of dehydration, thus inhibiting the formation of L-glucose and further dehydrating and carbonizing cellulose. The continuous carbon layer formed insulates the contact between internal fiber and oxygen, slows down the rate of thermal decomposition reaction (Naebe et al. 2016), and makes the structure of residual carbon relatively complete. The surface was rough with particles, which indicates that FR was successfully attached to the treated cotton.
|
WG (%) |
LCs |
t1 (s) |
t2 (s) |
Char length(mm) |
Self-extinguishing property |
|---|---|---|---|---|---|
|
Untreated cotton |
- |
7.0 |
11.2 |
0 |
No |
|
8.5 |
0 |
0 |
0 |
50 |
No |
|
50 |
0 |
0 |
95 |
||
|
19.0 |
0 |
0 |
0 |
42 |
No |
|
50 |
0 |
0 |
82 |
||
|
25.3 |
0 |
0 |
0 |
38 |
Yes |
|
50 |
0 |
0 |
61 |
||
|
33.7 |
0 |
0 |
0 |
33 |
Yes |
|
50 |
0 |
0 |
56 |
3.8 CONE analysis of untreated cotton and treated cotton
With a radiation flux of 35 kW/m2, the ignitability and combustion behavior of untreated cotton and the treated cotton with 25.3% WG are further studied by CONE. The curves of heat release rate (HRR) and THR are shown in Fig. 9(a) and (b). SEM of char residue of untreated cotton and treated cotton after CONE are shown in Fig. 9(c) and (d). It can be seen that the PHRR and THR of treated cotton were 17.9 kW/m2 and 2.8 MJ/m2 respectively, which are significantly lower than 190.3 kW/m2 and 1.8 MJ/m2 of untreated cotton.That is why FR promotes the dehydration and carbonization of cellulose macromolecules, reducing the generation of combustible gas. And the carbon layer was wrapped on the fiber surface to isolate heat and oxygen (Basak et al. 2018; Jiao et al. 2010).
It can be seen from Fig. 9(c) and (d) that the fiber structure of the untreated cotton has been destroyed after CONE, while the structure of the treated cotton was completed. The results show that FR not only improves the thermal stability of treated cotton, but also protects the internal structure of the fiber. And there are fine particles on the surface of the fiber, which is because the excessive FR molecules can not graft with the active groups in the cellulose molecules, but adhere to the surface of the fiber in the form of coating at high temperature. The relevant data of CONE are shown in Table 3. Time to ignite(TTI) and time to PHRR (TPHRR) of treated cotton were 28.7s and 30.3s, respectively, which were higher than those of untreated cotton (13.0s and 20.6s), which means that treated cotton is not easy to be ignited in the same environment, and people have a greater chance to escape from fire. The fire growth rate (FGR, FGR = PHRR/TPHRR) of treated cotton is 0.6 kW/(m2·s), while that of untreated cotton is 9.2 kW/(m2·s), which indicates that the slower the burning growth rate of treated cotton, the lower the fire risk (Wang et al. 2015). The average mass loss rate (av-MLR) decreased from 1.23 g/s to 0.55 g/s, indicating that the treated cotton released less heat in the burning process. FR can promote the formation of carbon layer of cellulose to isolate heat and make the burning difficult to spread. The ratio of CO2/CO can reflect the index of combustion efficiency of cotton fabric (Vasiljevic et al. 2015). The CO2/CO of treated cotton was 25.4%, which was lower than that of untreated cotton by 70.9%, indicating that the treated cotton has excellent flame retardancy due to incomplete combustion (Nazare et al. 2008). the mass of the char residue of treated cotton was 29.4%, and that of untreated cotton was 5.6%. It also shows that FR promotes the dehydration of cellulose into carbon and improves the flame retardancy of treated cotton. In addition, the total smoke rate (TSR) was significantly increased, because some flame-retardant gases containing NH3, H2O and CO2 were released at high temperature, which diluted the O2 concentration on the surface of the treated cotton, making the treated cotton burning insufficiently.
|
Radiation flux |
Sample |
TTI (s) |
TPHRR (s) |
TSR (m2/m2) |
av-MLR (g/s) |
FGR (kW/m2s) |
CO2/CO |
Residue (%) |
|---|---|---|---|---|---|---|---|---|
|
35kW/m2 |
Untreated cotton |
13.0 ± 0.5 |
20.6 ± 0.4 |
5.0 ± 0.2 |
1.23 ± 0.1 |
9.2 ± 0.5 |
70.9 ± 1 |
5.6 ± 1 |
|
Treated cotton |
28.7 ± 0.6 |
30.3 ± 0.6 |
33.1 ± 1 |
0.55 ± 0.1 |
0.6 ± 0.01 |
25.4 ± 0.2 |
29.4 ± 1 |
3.9 DSC analysis of untreated cotton and treated cotton
The DSC curves of cotton fabric before and after grafting modification are shown in Fig. 10. It can be seen that the DSC curves of cotton fabric before and after graft modification have similar shapes, showing an obvious exothermic peak. There was an exothermic peak at 78.5 ℃ in the treated cotton, which was earlier than that at 79.1 ℃ in the untreated cotton, which was consistent with the results of TG analysis. For the treated cotton, an endothermic peak appeared at 150.3 ℃, which was attributed to the desorption of FR with hydrophilic groups grafted on the treated cotton, the evaporation of a small amount of water in the treated cotton and the decomposition of phosphoric acid group and amino group absorbed a certain amount of heat. Finally, a large exothermic peak appeared at 186.6 ℃ and the exothermic peak was wide, because the phosphate group and amino group were successfully introduced into the treated cotton. During the thermal decomposition of the treated cotton, the exothermic reaction of the treated cotton was inhibited and the exothermic reaction rate was slowed down. In addition, after FR is decomposed into phosphoric acid, metaphosphoric acid and other substances, these compounds in turn catalyze the dehydration and carbonization of the treated cotton, forming an expansive carbon layer on the surface of the treated cotton. This carbon layer can reduce the release of combustible gas, and isolate heat and O2.
3.10 Flexibility,whiteness and yellowness index analysis of untreated cotton and treated cotton
The flexibility, whiteness and yellowness index of untreated cotton and treated cotton are shown in Fig. 11 and Table 4. With the increase of the WG in FR, the ring height of the untreated cotton was 10.0 mm, and thus it has good flexibility. The ring height of treated cotton flexibility increased slowly, which indicates that FR has a negative effect on the flexibility of cotton fabric. The whiteness decreased slowly and the yellowness increased slightly, which may be due to the decomposition of -P-O-H+ by FR in the process of high temperature baking. Although there was a catalyst to catalyze the grafting reaction, the -P-O-H+ group obtained in the future will make the cellulose in a strong acidic environment, destroy part of the fibronectin, and make the treated cotton whiteness decreased and yellowness increased. When the treated cotton with 25.3% WG, the treated cotton has good flexibility and whiteness. But when the treated cotton reaches 33.7% WG, the ring height of treated cotton flexibility increases obviously and the whiteness of treated cotton decreases obviously.
|
WG(%) |
Whiteness index (%) |
Yellowness index (%) |
|---|---|---|
|
Untreated cotton |
90.1 |
7.5 |
|
8.5 |
83.2 |
16.6 |
|
19.1 |
81.7 |
17.1 |
|
25.3 |
79.4 |
18.2 |
|
33.7 |
70.2 |
19.1 |
3.11 Mechanical properties analysis of untreated cotton and treated cotton
Vapor transmissibility Fig. 12 (a), water absorbability Fig. 12 (b), tensile strength Fig. 12 (c) and elongation at break Fig. 12 (d) are important indices to measure the comfort of the cotton fabric. Therefore, the properties of the treated cotton were tested. There is no significant difference in vapor transmissibility and water absorbability between the treated cotton and untreated cotton, which indicates that flame retardant finishing does not affect the warp and weft density of cotton fabric. The tensile strength and elongation at break of fabric can reflect the external resistance of fabric. When the treated cotton with 25.3% WG, the tensile strength of treated cotton in warp and weft direction decreased by 18.3% and 28.4% respectively, the decrease of tensile strength was due to the high temperature treatment of the cotton fabric during the grafting reaction, which causes some damage to the strength of the cotton fiber. In addition, during the chemical grafting reaction, when the cotton fiber was in the high temperature acidic environment, part of the glycosidic bond of cellulose was oxidized into C = O group, and the number of damaged nodes in the fiber increases, which leads to the decrease of tensile strength and fracture of the treated cotton. The change of elongation at break was small, which was due to a FR molecule with multiple reactive groups can bond with multiple cellulose macromolecules. This strong and close cross-linking reaction reduces the deformation ability of the fabric under the action of external force. Therefore, it has little effect on the elongation at break of cotton fabric. But when the treated cotton reaches 33.7% WG, the tensile strength of the cotton fabric decrease obviously, therefore the best treated cotton was with 25.3% WG.
In this study, FR containing -P-O−NH4+ active group was synthesized in this study. FR can form P-O-C covalent bond with cellulose through chemical grafting reaction. FR can be grafted onto cotton fabric through strong covalent bond, giving cotton fabric good flame retardant and durable properties. XRD results show that FR has little effect on the crystal structure of cotton fabric. FT-IR results indicated that the P-O-C covalent bond formed gave cotton fabric good flame retardancy and durability. SEM-EDS showed that FR not only successfully finished cotton fabric, but also effectively protected the structure of cotton fiber in the combustion zone. When the cotton fabric treated with 25.3% WG, the LOI of the treated cotton was improved to 39.5%, without after-time or after-glow. TG analysis showed that FR changed the decomposition path of cotton fabric at high temperature, and the mass of the char residue of treated cotton was improved from 18.9–28.6% at 600 ℃. CONE results indicated that PHRR and THR decreased by 90.6% and 35.7% respectively. The mechanical property of the treated cotton slightly decreased but retained more than 70.0%. It is considered that FR can be used as an efficient, flame retardancy and durability for cotton fabric.
Acknowledgements
This work was funded by the 2013 Science and Technology Fund Project (20130206070 GX) of Jilin Provincial Department of Science and Technology.
- Abidi N, Cabrales L, Hequet E(2009) Functionalization of a cotton fabric surface with titania nanosols: applications for self-cleaning and UV-protection properties. ACS Appl Mater Interfaces 1:2141-2146. https://doi.org/10.1021/am900315t
- Abou-Okeil A, El-Sawy SM, Abdel-Mohdy FA (2013) Flame retardant cotton fabrics treated with organophosphorus polymer. Carbohydr Polym 92:2293. https://doi.org/10.1016/j.carbpol.2012.12.008
- Ahmed HM, Abdellatif MM, Ibrahim S, Abdellatif FHH (2019) Mini-emulsified Copolymer/Silica nan ocomposite as effective binder and self-cleaning for textiles coating. Prog Org Coating 129:52-58. https://doi.org/10.1016/j.porgcoat.2019.01.002
- Alongi J, Carletto RA, Blasio AD, Carosio F, Bosco F, et al (2013) DNA: A novel, green, natural flame retardant and suppressant for cotton. J Mater Chem A 1:4779-4785. https://doi.org/10.1039/c3ta00107e
- Alongi J, Malucelli G (2012) State of the art and perspectives on sol-gel derived hybrid architectures for flame retardancy of textiles. J Mater Chem 22:21805-21809. https://doi.org/ 10.1039/c2jm32513f
- Annalisa C, Francesca B, Giulio M, Chiara M, Monica P(2016) DNA-chitosan cross-linking and photografting to cotton fabrics to improve washing fastness of the fire-resistant finishing. Cellulose 23:3963-3984. https://doi.org/ 10.1007/s10570-016-1067-y
- Basak S, Wazed Ali S (2018) Fire resistant behaviour of cellulosic textile functionalized with wastage plant bio-molecules: a comparative scientific report. Int J Biol Macromol 114:169-180. https://doi.org/10.1016/j.ijbiomac.2018.03.109
- Bentis A, Boukhriss A, Grancaric AM, El Bouchti M, El Achaby M, Gmouh S (2019) Flammability and combustion behavior of cotton fabrics treated by the sol gel method using ionic liquids combined with different anions. Cellulose 26:2139-2153. https://doi.org/10.1007/s10570-018-2206-4
- Bosco F, Casale A, Gribaudo G, Mollea C, Malucelli G (2017) Nucleic acids from agro-industrial wastes: a green recovery method for fire retardant applications. Ind Crops Prod 108:208-218. https://doi.org/10.1016/j.indcrop.2017.06. 035
- Braun U, Schartel B (2008) Flame Retardancy Mechanisms of Aluminium Phosphinate in Combination with Melamine Cyanurate in Glass-Fibre-Reinforced Poly(1,4-butylene terephthalate). Macromol Mater Eng 293: 206-217. https://doi.org/10.1002/mame.200700330
- Carosio F, Ghanadpour M, Alongi J, Wagberg L (2018) Layerby-layer-assembled chitosan/phosphorylated cellulose nanofibrils as a bio-based and flame protecting nano-exoskeleton on PU foams. Carbohydr Polym 202:479-487. https://doi.org/10.1016/j.carbpol.2018.09.005
- Choi K, Seo S, Kwon H, Kim D, Park YT (2018) Fire protection behavior of layer-by-layer assembled starch-clay multilayers on cotton fabric.J Mater Sci 53:11433-11443. https://doi.org/10.1007/s 10853-018-2434-x
- Dutkiewicz M, Przybylak M, Januszewski R, Maciejewski H (2018) Synthesis and flame retardant efficacy of hexakis(3- (triethoxysilyl)propyloxy)cyclotriphosphazene/silica coatings for cotton fabrics. Polym Degrad Stab 148:10-18. https://doi.org/10.1016/j.polymdegradstab.2017.11.018
- Emam HE (2019) Generic strategies for functionalization of cellulosic textiles with metal salts. Cellulose 26:1431-1447. https://doi.org/10.1007/s10570-018-2185-5
- Fang F, Zhang X, Meng Y, Ding X, Bao C, Li S et al (2016) Boron-containing intumescent multilayer nanocoating for extinguishing flame on cotton fabric. Cellulose 23:2161-2172. https://doi.org/10.1007/s10570-016-0928-8
- Fang Y, Liu X, Tao X(2019) Intumescent flame retardant and anti-dripping of PET fabrics through layer-by-layer assembly of chitosan and ammonium polyphosphate. Prog Org Coat 134 :162-168. https://doi.org/10.1016/j.porgcoat.2019.05.010
- Gao Y Y, Deng C, Du Y Y, Huang S C, Wang Y Z (2019) A novel bio-based flame retardant for polypropylene from phytic acid. Polym Degrad Stab 161:298-308. https://doi.org/10.1016/j.polymdegradstab.2019.02.005
- Hassan M, Nour M, Abdelmonem Y, Makhlouf G, Abdelkhalik A (2016) Synergistic effect of chitosan-based flame retardant and modified clay on the flammability properties of LLDPE. Polym Degrad Stabil 133:8-15. https://doi.org/10.1016/j.polymdegradstab.2016.07.011
- Hussain SMS, Kamal MS, Fogang LT(2019) Synthesis and physicochemical investigation of betaine type polyoxyethylene zwitterionic surfactants containing different ionic headgroups. J Mol Struct 1178:83-88. https://doi.org/10.1016/j.molstruc.2018.09.094
- Jiao C, Chen X (2010) Flammability and thermal degradation of intumescent flame-retardant polypropylene composites. Polym Eng Sci 50:767-772. https://doi.org/10.1002/pen.21583
- Jia Y, Hu Y, Zheng D, Zhang G, Zhang F, Liang Y (2017a) Synthesis and evaluation of an efficient, durable, and environmentally friendly flame retardant for cotton. Cellulose 24:1159-1170. https://doi.org/10.1007/s10570-016-1163-z
- Kundu CK, Wang X, Hou YB, Hu Y(2018) Construction of flame-retardant coating on polyamide 6.6 via UV grafting of phosphorylated chitosan and sol-gel process of organo-silane, Carbohydr. Polym. 181: 833-840. https://doi.org/10.1016/j.carbpol.2017.11.069
- Kwak W, Oh M, Gong M (2015) Preparation of silver-coated cotton fabrics using silver carbamate via thermal reduction and their properties. Carbohydr Polym 115:317-324. http://dx.doi.org/10.1016/j.carbpol.2014.08.070
- Lee HC, Lee S(2018) Flame retardancy for cotton cellulose treated with H3PO3. J Appl Polym Sci 135: 46497. https://doi.org/ 10.1002/app.46497
- Lin D, Zeng X, Li H, Lai X, Wu T (2019) One-pot fabrication of superhydrophobic and flame-retardant coatings on cotton fabrics via sol-gel reaction. J Colloid Interface Sci 533:198-206. https://doi.org/10.1016/j.jcis.2018.08.060
- Liu L, Huang Z, Pan Y, Wang X, Song L, Hu Y (2018a) Finishing of cotton fabrics by multi-layered coatings to improve their flame retardancy and water repellency. Cellulose 25:4791-4803. https://doi.org/10.1007/s10570-018-1866-4
- Liu M, Huang S, Zhang G, Zhang F(2019) An efficient anti-flaming phosphorus containing guanazole derivative for cotton fabric. Cellulose 26:2791-2804. https://doi.org/10.1007/s10570-019-02275-6
- Liu X, Zhang Y, Cheng B, Ren Y, Zhang Q, Ding C, Peng B (2018b) Preparation of durable and flame retardant lyocell fibers by a one-pot chemical treatment. Cellulose 25:6745-6758. https://doi.org/10.1007/s10570-018-2005-y
- Liu Z, Xu M, Wang Q, Li B(2017) A novel durable flame retardant cotton fabric produced by surface chemical grafting of phosphorus- and nitrogen-containing compounds. Cellulose 24:4069-4081. https://doi.org/10.1007/s10570-017-1391-x
- Li X, Chen H, Wang W, Liu Y, Zhao P (2015) Synthesis of a formaldehyde-free phosphorusenitrogen flame retardant with multiple reactive groups and its application in cotton fabrics. Polym Degrad Stabil 120: 193-202. https://doi.org/10.1016/j.polymdegradstab.2015.07.003
- Liu Z L, Shang S M, Chiu K L, Jiang S X, Dai F Y (2019) Fabrication of conductive and flame-retardant bifunctional cotton fabric by polymerizing pyrrole and doping phytic acid. Polym Degrad Stab 167: 277-282. https://doi.org/10.1016/j.polymdegradstab.2019.06.029
- Malucelli G, Bosco F, Alongi J, Carosio F, Blasio AD, et al (2014) Biomacromolecules as novel green flame retardant systems for textiles: an overview. RSC Adv 4: 46024-46039. https://doi.org/10.1039/C4RA06771A
- Manfredi A, Carosio F, Ferruti P, Alongi J, Ranucci E (2018) Disulfide-containing polyamidoamines with remarkable flame retardant activity for cotton fabrics. Polym Degrad Stab 156:1-13. https://doi.org/10.1016/j.polymdegradstab. 2018.07.028
- Mao H, Liu X, Qian X, An X(2015) Preparation and dedoping-resistant effect of self-doped polyaniline/cellulose fibers (spani/cf) hybrid. Cellulose 22:2641-2650. https://doi.org/10.1007/s10570-015-0689-9
- Mohamed AL, El-Sheikh MA, Waly AI (2014) Enhancement of flame retardancy and water repellency properties of cotton fabrics using silanol based nano composites. Carbohydr Polym 102:727-737. https://doi.org/ 10.1016/j.carbpol.2013.10.097
- Mohammad N, Yasser Z, Parvin K(2015)Nanoparticles as effective flame retardants for natural and synthetic textile polymers: Application, mechanism, and optimization. Polym Rev 55:531-560. https://doi.org/10.1080/15583724.2014.980427
- Molaba TP, Chapple S, John1 MJ(2016) Aging studies on flame retardant treated lignocellulosic fibers. J Appl Polym Sci 133. https://doi.org/10.1002/app.44175
- Nabipour H, Wang X, Song L, Hu Y(2020) Hydrophobic and flame-retardant finishing of cotton fabrics for water-oil separation. Cellulose 27: 4145-4159. https://doi.org/ 10.1007/s10570-020-03057-1
- Naebe M, Li QX, Onur A, Denning R (2016) Investigation of chitosan adsorption onto cotton fabric with atmospheric helium/oxygen plasma pre-treatment. Cellulose 23:2129-2142. https://doi.org/10.1007/s10570-016-0915-0
- Nazare S, Kandola B, Horrocks R (2008) Smoke, CO, and CO2 measurements and evaluation using different fire testing techniques for flame retardant unsaturated polyester resin formulations. J Fire Sci 26:215-242. https://doi.org/10.1177/0734904107087818
- Nguyen TM, Chang SC, Condon B, Thomas TP, Azadi P (2014) Thermal decomposition reactions of cotton fabric treated with piperazine-phosphonates derivatives as a flame retardant. J Anal Appl Pyrolysis 110:122-129. https://doi.org/10.1016/j.jaap.2014.08.006
- Pan Y, Liu L, Wang X, Song L, Hu Y (2018) Hypophosphorous acid cross-linked layer-by-layer assembly of green polyelectrolytes on polyester-cotton blend fabrics for durable flame-retardant treatment. Carbohyd Polym 201:1-8. https://doi.org/10.1016/j.carbpol.2018.08.044
- Pethsangave DA, Khose RV, Wadekar PH, Some S (2017) Deep eutectic solvent functionalized graphene composite as an extremely high potency flame retardant. ACS Appl Mater Interfaces 9:35319-35324. https://doi.org/10.1021/acsami. 7b09587
- Rosace G, Colleoni C, Trovato V, Iacono G, Malucelli G (2017) Vinylphosphonic acid/methacrylamide system as a durable intumescent flame retardant for cotton fabric. Cellulose 24:3095-3108. https://doi.org/10.1007/s10570-017-1294-x
- Rosace G, Castellano A, Trovato V, Iacono G, Malucelli G (2018) Thermal and flame retardant behaviour of cotton fabrics treated with a novel nitrogen-containing carboxylfunctionalized organophosphorus system. Carbohyd Polym 196:348-358. https://doi.org/10.1016/j.carbpol. 2018.05.012
- Shafizadeh F, Bradbury AG, De Groot WF, Aanerud TW (1982) Role of inorganic additives in the smoldering combustion of cotton cellulose. Ind Eng Chem Prod Res Dev 27:97-101. https://doi.org/10.1021/i300005a021
- Shahidi S, Ghoranneviss M (2013) Effect of plasma pretreatment followed by nanoclay loading on flame retardant properties of cotton fabric. J Fusion Energy 33:88-95. https://doi.org/10.1007/s10894-013-9645-6
- Sharma V, Basak S, Rishabh K, Umaria H, Ali SW (2018) Synthesis of zinc carbonate nanoneedles, a potential flame retardant for cotton textiles. Cellulose 25:6191-6205. https://doi.org/10.1007/s10570-018-1962-5
- Tian P X, Liu M S, Wan C Y, Zhang G X, Zhang F X (2019) Synthesis of a formaldehyde-free flame retardant for cotton fabric. Cellulose 26:9889-9899. https://doi.org/ 10.1007/s10570-019-02751-z
- Tudu BK, Sinhamahapatra A, Kumar A (2020) Surface modification of cotton fabric using TiO2 nanoparticles for selfcleaning, oil-water separation, antistain, anti-water absorption, and antibacterial properties. ACS Omega 5:7850-7860. https://dx.doi.org/10.1021/acsomega.9b04067
- Vasiljevic J, Jerman I, Jaksa G, Alongi J, Malucelli G, et al (2015) Functionalization of cellulose fibres with DOPOpolysilsesquioxane flame retardant nanocoating. Cellulose 22:1893-1910. https://doi.org/10.1007/s10570-015-0599-x
- Vince J, Orel B, Vilcnik A, Fir M, Vuk AS, et al (2006) Structural and water-repellent properties of a urea/poly(dimethylsiloxane) sol-gel hybrid and its bonding to cotton fabric. Langmuir 22: 6489-6497. https://doi.org/10.1021/la060694a
- Wang P, Xiao H, Duan C, Wang B, Li Z(2020) Sulfathiazole derivative with phosphaphenanthrene group: synthesis, characterization and its high flame retardant activity on epoxy resin. Polym Degrad Stabil 173 :109078. https://doi.org/10.1016/j.polymdegradstab.2020.109078
- Wang S, Sui X, Li Y, Li J, Xu H, et al (2016) Durable flame retardant finishing of cotton fabrics with organosilicon functionalized cyclotriphosphazene. Polym Degrad Stabil 128: 22-28. https://doi.org/10.1016/j.polymdegradstab.2016.02.009
- Wang X, Romero M, Zhang XQ, Wang R, Wang DY (2015) Intumescent multilayer hybrid coating for flame retardant cotton fabrics based on layer-by-layer assembly and sol-gel process. RSC Advances 5:10647-10655. https://doi.org/DOI: 10.1039/c4ra14943b
- Yuan H, Xing W, Zhang P, Song L, Hu Y (2012) Functionalization of cotton with UV Cured flame retardant coatings. Ind Eng Chem Res 51:5394-5401. https://dx.doi.org/10.1021/ie202468u
- Zhang DQ, Williams BL, Shrestha SB, Nasir Z, Becher EM, et al (2017) Flame retardant and hydrophobic coatings on cotton fabrics via sol-gel and self-assembly techniques, J Colloid Interf Sci 505:892-899. https://doi.org/10.1016/j.jcis.2017.06.087
- Zhang Y, Ren Y, Liu X, Huo T, Qin Y (2018) Preparation of durable flame retardant PAN fabrics based on amidoximation and phosphorylation. Appl Surf Sci 428:395-403. https://doi.org/10.1016/j.apsusc.2017.09.155
- Zheng D, Zhou J, Zhong L, Zhang F, Zhang G (2016) A novel durable and high-phosphorous-containing flame retardant for cotton fabrics. Cellulose 23:2211-2220. https://doi.org/10.1007/s10570-016-0949-3
- scheme1.png
Scheme 1. Synthesis reactions of FR.
- scheme2.png
Scheme 2. Grafting reaction of cotton cellulose with FR.
- scheme3.png
Scheme 3. FR finishing process of cotton fabric.
{kind=link}
{kind=link}
{kind=link}