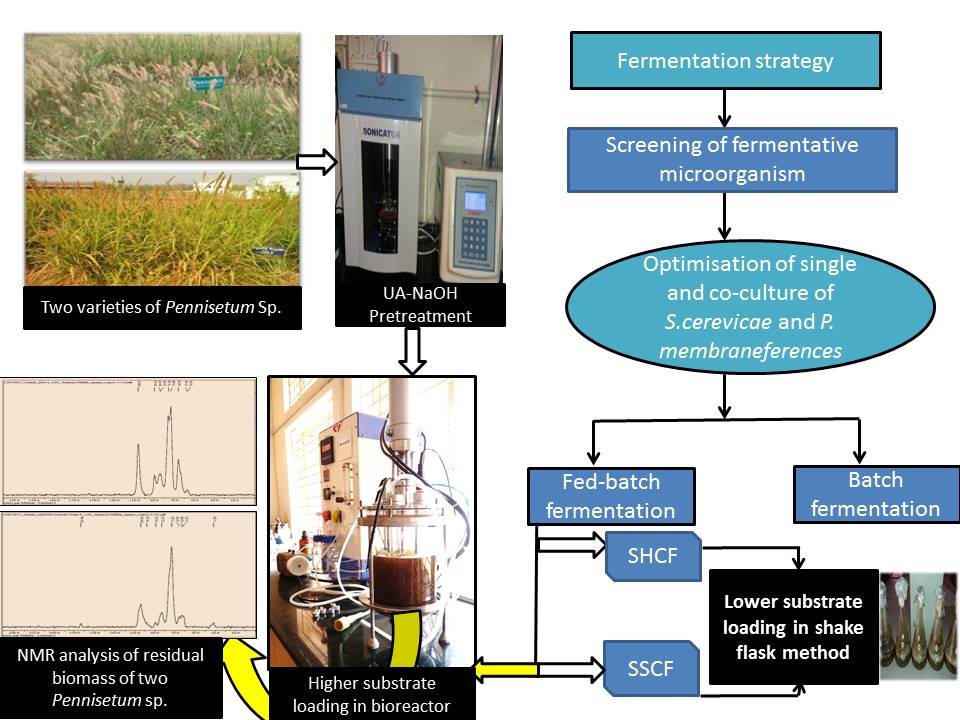
Microorganisms for ethanol production
Saccharomyces cerevisae and Pichia sp. were selected for mono and co-culture ethanol production from grass biomass on the basis of optimisation results (data not shown). For the S. cerevisiae mono culture fermentation the optimum ethanol production of 3.7 g/L from was obtained at 72 h of incubation at 30 °C with 10 g/L of glucose as the substrate. For Pichia sp. the aforementioned parameters exhibited the highest ethanol production of 3.1 g/L from 10 g/L of xylose as the sole carbon source. The parameters optimized in the mono-culture fermentation i.e. incubation time 72 h, temperature- 30 °C, shaking velocity- 120 rpm, glucose: xylose concentration- 10:3 (g/L) and inoculum volume of 8 mL (6:2) were further used to screen co-culture fermentation conditions using S .cerevisiae and Pichia sp. Three conditions were considered (data not shown), among which the third condition (Condition III) wherein 13 g/L of substrate was first fermented by S .cerevisiae for 48 h, followed by centrifugation at 7000 rpm for separation of supernatant, followed by Pichia sp. for 24 h. The total sugar utilized in this fermentation process was 6.8 g/L and the final ethanol concentration was 3.0 g/L. The results from the co-culture experiments indicated that condition III was the most preferred condition for fermentation. However, although the results of co-culture fermentation were lower as compared to the monoculture system, the co-culture systems are preferred for various reasons. Co-culture systems for bioethanol production from lignocellulosic biomass are evidenced to be more advantageous as compared to single cultures mainly because of the synergistic action of the metabolic pathways of the involved strains that helps in combating the stress and enhancing the ethanol productivity (Bader et al. 2010).
Pretreatment and Saccharification
The optimum pretreatment conditions of 60 W (ultrasonication watt), 40 °C for 40 minutes for Dennanath grass (DG) and 70 W, 40 °C with an incubation of 50 mins for Hybrid napier grass (HNG) revealed maximum lignin removal of 89.3 % and 86.7 % for DG and HNG respectively. In the same parametric conditions, the reducing sugars for DG and HNG were observed to be 227.2 ± 0.2 mg/g and 242.8 ± 0.6 mg/g of raw biomass respectively (Mohapatra et al., 2017). Palkonol MBW enzyme showed enhanced enzymatic hydrolysis with maximum total reducing sugar (TRS) release of 662.0 ± 0.5 mg/g and 433.4 ± 0.3 mg/g in DG and HNG variety respectively. The mixture of IC + xylanase revealed a maximum TRS of 421.3 ± 0.3 mg/g in DG samples while for HNG reduced TRS of 483.8 ± 0.5 mg/g was observed (Mohapatra et al., 2018). While the optimized parameters for saccharification conditions were maintained for separate hydrolysis and co-fermentation, the parameters such as temperature and incubation time were compromised for simultaneous saccharification and co-fermentation.
Batch and fed-batch fermentation of DG and HNG using co-culture of S. cerevisiae and Pichia sp.
Further co-culture system has to be integrated with the appropriate input of feed process. Therefore two feed strategies i.e. batch and fed-batch, were experimented for ethanol production from two grass verities DG and HNG with the co-culture of S. cereviciae and Pichia sp. Batch experiments were conducted using 20 g/L of UA-NaOH pretreated DG and HNG biomass as shown in Table SII(a). For both DG and HNG the substrate concentration of 20 g/L and enzyme (Palkonal MBW) were taken in 2000 mL flask separately. The flasks were incubated for 48 h for saccharification and the glucose to xylose ratio was determined to be 10:3 and 6.5:2 (g) for DG and HNG respectively. The organisms (S. cerevisiae and Pichia sp.) were inoculated according to condition III of the screening experiments mentioned in the previous section. In case of DG, the total sugar concentration of 13 g/L resulted in 1.9 g/L of ethanol concentration. Similarly, in case of HNG a total of 1.5 g/L of ethanol was produced from 8.5 g/L of sugar.
Fed-batch experiments were conducted using 20 g/L of UA-NaOH pretreated and saccharified DG and HNG. The feed for fed-batch fermentation for both DG and HNG biomass was given for the total time of 8 h. The feed was increased rapidly from 2.2 to 8.2 (g/L) in the first 5 h after which the last feed was lowered to 5 g. Using this strategy the total ethanol concentration of 2.9 g/L was observed from 6.4 g/L of DG and 2.1 g/L from 5.2 g/L of HNG. The results from the co-culture batch and fed-batch experiments revealed that co-culture system integrated with fed-batch mode produced higher titers of bioethanol as compared to co-culture system integrated with batch mode. Batch mode fermentations though are simple and easier to control but exhibit a lot of bottlenecks. One example is the suppression of xylose fermentation in the presence of glucose specifically in the initial stages of fermentation (Grootjen et al., 1991). Further, most of the experiments conducted till date is either carried in co-culture batch or continuous fermentation mode. More recently, studies have been conducted using co-culture feed-batch mode for bioethanol production from wheat straw and have been observed to produce higher ethanol yields (Nielsen et al., 2017). Co-culture fed-batch mode has the potential to affect culture growth and avoid overflow metabolism due to the feeding of a growth-limiting nutrient substrate. Furthermore, fed-batch mode of fermentation can also help in solving the problem that generally arises when the rising inhibitor concentrations adversely affects the ethanol production for pentose-fermenting yeasts by maintaining an optimum dilution rate (Cardona et al., 2007).
Fed-batch SHCF and SSCF processes for UA-NaOH pretreated DG and HNG biomass
Apart from the mode of fermentation, the process opted i.e. separate hydrolysis and co-fermentation (SHCF) or simultaneous saccharification and co-fermentation (SSCF) integrated with fed-batch mode is an important aspect for bioethanol production from lignocellulosic biomass (Koppram et al. 2013). UA-NaOH pretreated DG and HNG were subjected to SHCF and SSCF processes in fed-batch technique separately. The processes were conducted separately for combination of IC+Xyl (Isolated cellulase + commercial xylanase) and commercial enzyme (Palkonal MBW). The substrate loadings for DG and HNG were taken as 20, 40, 60 and 80 (g). The supply of feed rate (g of substrate/ time interval) for both SHCF and SSCF was fixed to 8 h. For SHCF process the pretreated DG and HNG were first enzymatically saccharified in the optimized conditions and then subjected to fed-batch co-culture fermentation. For SSCF experiments the initial feed was kept 20 % of the total feed and the total enzyme concentration was given with the initial feed concentration and incubated for 24 h at temperature of 50 °C. After 24 h the temperature was lowered to 35 °C and the organisms (S.cerevisiae and P.membranifaciens) were inoculated according to condition III. The efficiency of the SHCF and SSCF processes were evaluated on the basis of ethanol production and the best process was further chosen to conduct reactor scale fermentation using substrate concentration of 270 g of DG and HNG biomass.
Fed-batch SHCF of UA-NaOH pretreated DG and HNG using Palkonal MBW and IC+Xyl enzymes and co-culture of S.cerevisiae and P.membranifaciens
The glucose and xylose concentrations of DG and HNG before and after fermentation, the total sugar utilized and the ethanol concentration during fed-batch SHCF process using Palkonal MBW is as given in Fig. 1(I). For DG, ethanol concentration of 2.9 g/L was obtained from 20 g of biomass which consisted 10 g of glucose and 3 g of xylose sugars. The total sugar utilized in the fed-batch SHCF process was 6.4 g. When the biomass concentration was increased to 40, 60 and 80 (g) the increase in ethanol concentration was observed to be only 18.3, 29.2 and 34 (%) respectively. The total sugar utilized for 40, 60 and 80 (g) of DG were 10.4, 12.4 and 15.8 (g) respectively. In case of HNG, fed-batch SHCF of 20 g of biomass resulted in 2.1 g/L of ethanol. Increase in biomass concentration to 40, 60 and 80 (g) resulted in an increase in ethanol concentration of 19.6, 19.2 and 33.3 (%) respectively as compared to 20 g of biomass concentration. However, ethanol concentration was observed to slightly decrease for 60 g of biomass as compared to 40 g of HNG using fed-batch SHCF. The results illustrated that when biomass concentration was increased, ethanol production from DG was higher as compared to HNG in fed-batch SHCF process using Palkonal MBW.
Fig. 1(II) depicts the glucose and xylose concentrations of DG and HNG before and after fermentation, the total sugar utilized and the ethanol concentration during fed-batch SHCF process using IC+Xyl enzyme. In DG, 20 (g) of UA-NaOH pretreated and saccharified biomass with glucose content of 5 g and xylose content of 4.4 g was fermented using fed-batch SHCF process to produce an ethanol concentration of 2.1 g/L. The total sugar utilized in the co-culture fermentation process was 5.3 g. Further, increasing the substrate concentration to 40, 60 and 80 (g) resulted in increased ethanol concentration of 20.7, 17.6 and 40 (%) respectively as compared to 20 g of biomass of DG. Nevertheless, the increase in substrate concentration from 40 to 60 (g) led to a reduced ethanol concentration in DG. In case of UA-NaOH pretreated and saccharified HNG, the glucose and xylose concentration were found to be 6 and 3.6 (g) respectively for 20 g of biomass. Increasing the substrate concentration to 40, 60 and 80 (g) resulted in an increase of 29.8, 34.4 and 44.4 (%) ethanol concentrations respectively. The results indicated that the combination of isolated cellulase and commercial xylanase was more beneficial for HNG as compared to DG in fed-batch SHCF process.
Fed-batch SSCF of UA-NaOH pretreated DG and HNG using Palkonal MBW and IC+Xyl enzymes and co-culture of S.cerevisiae and P.membranifaciens
The first set of fed-batch SSCF experiments were conducted for UA-NaOH pretreated DG and HNG biomass using Palkonal MBW enzyme is as shown in Fig. 2(I). Since, the enzymatic saccharification and fermentation occurs simultaneously the glucose and xylose concentrations in the fermented broth of DG and HNG after the completion of partial enzymatic hydrolysis (24 h) and after fermentation process was observed. For DG, ethanol concentration of 3.6 g/L was obtained from 20 g of biomass. The residual sugar in the fermentation medium after the fed-batch SHCF process was 4.8 g. When the biomass concentration was increased to 40, 60 and 80 (g) the increase in ethanol concentration was 26.5, 41.4 and 54.4 (%) respectively. The residual sugar for 40, 60 and 80 (g) of DG were 15, 19.8 and 26.3 (g) respectively. In case of HNG, fed-batch SHCF of 20 g of biomass resulted in 2.2 g/L of ethanol. Increase in biomass concentration to 40, 60 and 80 (g) resulted in an increase in ethanol concentration of 35.2, 45.0 and 56.4 (%) respectively as compared to 20 g of HNG biomass concentration. The residual sugar for 40, 60 and 80 (g) of HNG were 10.4, 13.9 and 16.6 (g) respectively. In fed-batch SSCF process using Palkonal MBW as the saccharifing enzyme, increase in biomass concentration led to higher ethanol production from HNG as compared to DG.
The second set of fed-batch SSCF experiments were conducted for UA-NaOH pretreated DG and HNG biomass using IC+Xyl enzyme is as shown in Fig. 2(II) .Similar to the first set of fed-batch SSCF experiments, only the residual sugar (glucose and xylose) left in the fermented broth of DG and HNG was calculated. In DG, 20 (g) of UA-NaOH pretreated biomass produced an ethanol concentration of 2.9 g/L. The residual sugar concentration in the co-culture fermented DG broth was observed to be 3.9 g. Further, increasing the substrate concentration to 40, 60 and 80 (g) resulted in increased ethanol concentration of 27.5, 30.1 and 45.7 (%) respectively as compared to 20 g of biomass of DG. In case of UA-NaOH pretreated HNG, the residual sugar and ethanol concentration was found to be 3.4 g and 2.9 g/L respectively for 20 g of biomass. Increasing the substrate concentration to 40, 60 and 80 (g) resulted in an increase of 2.3, 30.0 and 43.2 (%) ethanol concentrations respectively as compared to 20 g of HNG biomass. The results indicated that the combination of isolated cellulase and commercial xylanase was more beneficial for DG as compared to HNG in fed-batch SSCF process. Literature studies state that fed-batch SSCF process can prove to be efficient process in reduction of inhibitors which eventually interfere in the enzyme-substrate reaction (Almeida et al. 2007). Further, fed-batch SSCF also offers the advantage of using higher substrate loadings due to the ease of mixing the substrate which ultimately produces high ethanol concentrations (Zhang et al. 2010). Consequently, it also offers a possibility to maintain glucose at low levels allowing efficient co-fermentation of glucose and xylose (Ohgren et al. 2010).
Fed-batch SSCF of UA-NaOH pretreated DG and HNG using Palkonal MBW and IC+Xyl enzymes and co-culture of S.cerevisiae and P.membranifaciens in bioreactor
Reactor scale experiments were conducted for UA-NaOH pretreated DG and HNG biomass using Palkonal MBW and IC+Xyl enzymes separately in fed-batch SSCF process as given in Table S III. Since, the fed-batch SSCF experiments resulted in higher ethanol production both in DG and HNG as compared to fed-batch SHCF, reactor scale experiments were further conducted using the former process. A total of 270 g of UA-NaOH pretreated biomass each for DG and HNG were used in fed-batch SSCF experiments and the glucose and xylose concentrations in the fermented broth of DG and HNG after the completion of partial enzymatic hydrolysis (24 h) and after fermentation process was observed.
For UA-NaOH pretreated DG [DG (A) in Table S III] the glucose and xylose concentration after 24 h of partial hydrolysis (Palkonal MBW) were 72.1 and 19.3 (g) respectively. In the end of co-culture fermentation of 96 h (24 h for partial hydrolysis and 72 h for co-culture fermentation) the residual glucose and xylose concentrations were 1.8 and 0.2 (g) with an ethanol concentration of 77.6 g/L from 270 g of UA-NaOH pretreated DG. For the second enzyme (IC+Xyl), [DG (B) in Table S III] the glucose and xylose concentrations after 24 h of partial hydrolysis of UA-NaOH pretreated DG were 36.3 and 20.7 (g) respectively. The residual glucose and xylose concentrations after the fermentation cycle were 1.5 and 0.4 (g) respectively with a total ethanol concentration of 51.3 g/L from 270 g of UA-NaOH pretreated DG. The ethanol concentrations for DG saccharified with commercial enzyme (Palkonal MBW) were much higher as compared to the mixture of isolated cellulase and xylanase enzymes.
For UA-NaOH pretreated HNG [HNG (A) in Table S III] the glucose and xylose concentration after 24 h of partial hydrolysis (Palkonal MBW) were 33.4 and 15.3 (g) respectively. In the end of co-culture fermentation of 96 h (24 h for partial hydrolysis and 72 h for co-culture fermentation) the residual glucose and xylose concentrations were 1.5 and 0.7 (g) with an ethanol concentration of 49.6 g/L from 270 g of UA-NaOH pretreated DG. For the second enzyme (IC+Xyl), [HNG (B) in Table S III] the glucose and xylose concentrations after 24 h of partial hydrolysis of UA-NaOH pretreated HNG were 46.9 and 19.4 (g) respectively. The residual glucose and xylose concentrations after the fermentation cycle were 1.2 and 0.3 (g) respectively with a total ethanol concentration of 54.9 g/L from 270 g of UA-NaOH pretreated HNG. The ethanol concentrations for HNG saccharified with mixture of isolated cellulase and xylanase enzymes were slightly higher as compared to the commercial enzyme (Palkonal MBW).
NMR analysis
Solid state NMR of the residual solid fractions of the fed-batch SSCF DG and HNG biomass in bioreactor was conducted. The residual solid biomass that is left over after the extraction of ethanol primarily consists of lignin and unconverted sugars. The purpose of conducting NMR analysis in the present study was to observe the efficacy of the process for optimum utilization of carbohydrates during the fed batch simultaneous saccharification and fermentation process. The chemical shift assignments are based on the comparison of the 13C NMR spectra from the switch grass and sugarcane bagasse (Watkins et al. 2015). The explanation for the chemical shifts that are depicted in Fig. S (I) are presented in three parts i.e. lignin, hemicellulose and cellulose in this section.
Lignin- Lignin related peaks were observed in all the samples of DG and HNG. While the peaks at 57.4 and 56.1 rpm were observed for Palkonal MBW saccharified and simultaneously co-fermented DG and HNG respectively, peaks at 56.3 and 57.1 rpm were observed for IC+ Xyl saccharified and simultaneously co-fermented DG and HNG respectively. The peaks belonged to the aliphatic lignin group which are related to oxygenated Cα, Cβ, and Cγ carbons of the phenyl propane in lignin.
Hemicellulose: The peaks related to hemicellulose were observed in 73.0 and 76.0 rpm for Palkonal MBW saccharified and simultaneously co-fermented DG and 73.0 and 75.0 ppm for Palkonal MBW saccharified and simultaneously co-fermented HNG. For IC+ Xyl saccharified and simultaneously co-fermented DG and HNG peaks at 74.7 and 75.0 ppm were observed respectively. These peaks are attributed to xylose units of hemicellulose and to carbon units of lignin.
Cellulose: No cellulose related peaks were observed for Palkonal MBW saccharified and simultaneously co-fermented DG. However Palkonal MBW saccharified and simultaneously co-fermented HNG exhibited only one peak at 84.7 ppm corresponding to C4 carbon of amorphous cellulose. Further peaks at 83.0, 84.0, 85.9 and 105.0 ppm were observed for IC+ Xyl saccharified and simultaneously co-fermented DG while for HNG only a single peak at 84.7 was observed. Peaks corresponding to 84.2-89.0 are attributed to C4 carbon of crystalline and non-crystalline cellulose regions. .However, the same region is also contributed by signals from lignin and hemicellulose, but the latter one not contributing significantly in the same spectral regions.
It was evident from the results that, fed-batch SSCF DG biomass predominantly consisted more of lignin and hemicellulose while fed-batch SSCF HNG exhibited more unutilised cellulose peaks with few lignin peaks. Similar results as that for fed-batch SSCF DG biomass was obtained by Sannigrahi and Ragauskas (2011) using miscanthus and switchgrass residues that were fermented for bioethanol production. Although most of the dried solid stream (∼40%) in bioethanol plants, after ethanol production is diverted to meet the thermal requirements of pretreatment and ethanol distillation (Watkins et al., 2015) still ∼60 % of these residues are left out unutilized. Hence, characterization of residual biomass can be helpful for production of value added products and consequently better techno-economic evaluations for industrial bioethanol production..
LCA Analysis
The LCA analysis was conducted for the fermented DG and HNG samples that were obtained 828 in fed-batch SSCF experiments in the bioreactor Fig. 3 (I). The results show that a total 829 ethanol yield of 26 % is obtained for DG biomass during the fed batch SSCF experiments in 830 bioreactor. Similar results can be obtained when the production is scaled up, i.e, 192 kg of 831 fermentation substrate would produce around 50 kg of ethanol. For the same, a total of 385 832 kg of raw biomass would be required. In case of HNG, a 20 % ethanol yield was observed. 833 From general mass balance, 250 kg of alkali pre-treated and sonicated biomass sample was 834 able to produce 50 kg of ethanol. For the same, a total raw biomass of 722 kg would be 835 required. Since HNG is a hybrid grass, its production process would have its own 836 environmental impact but since the raw material was directly purchased, the associated 837 impacts have been kept out of the scope of the study. As is clearly observed, for the same 838 amount of production of ethanol, we need more HNG than DG. Since the associated impacts 839 consider mostly the consumption of electricity and thermal energy (if any), obviously the 840 impacts associated with the production of ethanol from HNG would be more than that of DG.
The environmental analysis was carried out for the production of 50 kg of ethanol from the 842 DG and HNG biomass as given in Fig. 3(II). The method used to calculate the impacts 843 associated was ReCiPe calculation method. It is an end-point calculation method which 844 translates emissions and resource extractions into a limited number of environmental impact 845 scores by means of so-called characterisation factors. It expresses the aggregation of the midpoint indicators in terms of impacts on three main categories namely: effect on human 847 health (human toxicity), biodiversity (global warming potential/climate change) and resource 848 scarcity (water depletion) (Bai et al., 2010). The production process that used DG as the raw 849 biomass showed a total GWP of 261.76 (kg CO2 equivalents), while that from HNG 850 showed 765.65 (kg CO2 equivalents). This was mainly due to the increased electricity (and 851 thermal energy, if any) consumed for the treatment of a higher volume of biomass. Similarly, 852 for ethanol production from DG, the freshwater ecotoxicity was calculated to be 0.015 (kg 853 1,4- dichlorobenzene equivalents) while the same from HNG was found to be 0.074 (kg 1,4- 854 dichlorobenzene equivalents). Again for the production of ethanol from DG, the water 855 depletion was found to be 2.75 m3 while that from HNG was determined to be 8.56 m3.Since 856 the production from both the substrates used similar experimental arrangement, the results 857 followed the same pattern in terms of the impacts. The findings of our study show a common 858 trend in terms of impacts associated with individual unit processes. It was found that, for both 859 the substrates, ball milling and alkali pre-treatment constituted the major fraction of the total 860 impacts for every impact category.
It is evident from the studies that, the production of ethanol from DG had a higher yield as 862 well as lower environmental impact than HNG. The impacts associated with ethanol 863 production from HNG would have been higher had its production process been considered as 864 it is a hybrid variety. But this was excluded from the scope of the study as the raw material 865 was directly purchased from vendor. The common trend followed by the individual unit 866 processes in terms of environmental impacts is because of the fact that the unit processes 867 involved use primarily electricity and/or thermal energy as inputs. Hence the process which 868 consumes more electricity and/or thermal energy contributes more to the overall impacts of 869 the process as a whole.
{kind=link}