Electrical Discharge Machining (EDM) is an unconventional machining process based on removing material by successive electrical discharges. The tool electrode wear must be kept as minimal as possible to produce high precision components. This scope proposes the development of a new technique for identifying wear on electrodes and its evolution using acoustic emission (AE) signals. Therefore, EDM tests were performed on H13 steel parts with electrolytic copper tool electrodes under two different conditions with concomitant AE signals measurements. The following parameters were used in the first EDM test: voltage pulse duration time (𝑡𝑒) of 150 𝜇s; the time interval between two successive voltage pulses (𝑡𝑜) of 14.84 𝜇s; electrical current of 33 A; and positive polarity electrode. For the second test: duration of the voltage pulse (𝑡𝑒) of 2 𝜇s; the time interval between two successive voltage pulses (𝑡𝑜) of 4.90 𝜇s; electrical current of 18 A; and negative polarity electrode. In this way, a wear rate 28.3 times higher was obtained in the electrolytic copper electrode in the first test, more aggressive due to its parameters, for the same machining time compared to the second test. Finally, the wear of the tool electrodes was related to the AE signals from machining, initially in this study, the workpiece's mass loss was not verified. These signals were analyzed using the Short-Time Fourier Transform techniques and Spectral Entropy. The results showed that the signals using the new technique of relation respond to wear and are sensitive to the electrode's wear rate.
Research Article
A New Technique for Identification and Evaluation of Wear in Cupper Electrodes in Electrical Discharge Machining Using Acoustic Emission Signals
https://doi.org/10.21203/rs.3.rs-629535/v1
This work is licensed under a CC BY 4.0 License
You are reading this latest preprint version
- More aggressive parameters in machining by EDM promote more significant wear on the electrodes
- Acoustic emission generated during EDM allows monitoring of electrode wear
- Acoustic emission in EDM is related to the wear of electrodes through spectral entropy
- Carbonization speed is a function of Electrical Discharge Machining parameters
The EDM machining process technically characterizes by removing material from a workpiece by successive periodic electrical discharges between the two electrodes involved, the tool and the workpiece machined [1]. The material removal occurs by moving the tool towards the workpiece until the distance between the two electrodes (gap) is small enough so that the voltage printed by the generator is large enough to ionize the dielectric fluid [2]. Thus, the controlled discharges of short duration are generated in this liquid dielectric gap, removing material with the erosive effect of the electrical discharges in the workpiece [3].
The nature of the process makes tool electrodes composed of materials with good machinability (copper, graphite) capable of eroding hard and fragile materials to produce complex parts with numerous geometries [4]. This process can eliminate or reduce residual stresses, chatters, and vibration problems during machining [5].
The complete understanding of the process is still a challenge since it involves a complex physical-chemical action, which raises doubts about it.
Many works have discussed the material removal mechanism and the EDM process's modeling; however, Wang et al. [6] proposed a mathematical model of a non-linear device for the EDM machining process. Theoretical results indicate that the EDM system can generate several small chaotic methods during electrical sparks during the discharge evolution. To verify this conclusion, the authors implemented validation experiments with time-series sets analyzed by multiple messy numerical criteria, including power spectrum analysis, correlation dimension analysis, and Lyapunov exponent analysis. During the development, an equivalent circuit model is proposed based on the EDM process's electrical characteristics. Melnikov's theory was used to verify the existence of chaotic features in the mentioned procedure. Comparing the Lyapunov exponents of five sub-processes, the authors observed that the chaotic degree of EDM changed with the evolution of the electric discharge process, thus proving that the material removal process is dynamic, non-linear, non-autonomous, and complex.
Yan et al. [7] proposed a tool electrode wear compensation method based on a camera vision system. They evaluated the frontal and the lateral wear of the electrode and observed that with the worn electrode, the arc becomes tapered, and thus, the best way to assess the tool electrode wear was to focus on the frontal wear.
Bleys et al. [8] used a tool electrode wear compensation model to correct the tool dimensions. At the same time, Lee et al. [9] developed a mathematical model for compensating EDM drills' wear to improve their performance.
Li [11] says that acoustic emission (AE) is a pressure wave that propagates through the material because of a sudden energy release. This emission occurs through elastic waves that emerge due to a spontaneous variation of energy in a solid-state released in detriment to a local, dynamic, and irreversible change in the material's microstructure [12].
Acoustic emission has demonstrated a high degree of confidence in the characterization of various phenomena related to material removal, which gives it a wide range of applications in the scientific community [13]. Together with signal processing techniques, AE can demonstrate these phenomena with reasonable precision [14].
Spectral entropy (SE) is a generalization of information entropy, where it is conceived by a branch of mathematics with applications in the theory of communication, statistics, speech recognition, and the processing of biomedical signals [15]. This entropy is also useful for the extraction of characteristics in detecting and diagnosing failures [16].
Spectral entropy was proposed to measure the frequency distribution [11]. The variable 𝑋 (𝑖), where 𝑖 = 1,2, ..., 𝑁 is the Fourier transform of the sign 𝑥 (𝑖), where 𝑖 = 1,2, ..., 𝑁, which can be treated as a probability distribution to calculate entropy [17]. Therefore, spectral entropy can be defined as Eq. 1:

Where 𝑝𝑖 is:

From the above definition of spectral entropy, the number of frequency components is given as the number of events, where 𝑝𝑖 describes the percentage of frequency 𝑖 in the entire spectrum, and 𝑃 = {𝑝1, 𝑝2,. . ., 𝑝𝑁} depends only on the distribution of 𝑋. Thus, the entropy could evaluate the spectral structure of the signal to be addressed.
Spectral entropy also yields the highest value when the amplitude distribution is flat, especially when each frequency component's amplitudes are equal, where it produces the highest value 1. However, the spectral entropy provides the lowest value of 0 if amplitudes focused on few frequency components, mainly when only one frequency component has non-zero amplitude. Thus, the range of this technique is defined as [0,1].
Therefore, entropy contains the following properties:
- For the results of an event, the entropy is zero;
- For all equiprobable events, entropy is maximum;
- Increasing the number of events results in increased entropy and;
- Entropy depends exclusively on the probability distribution of the event.
The Short-Time Fourier Transform (STFT) technique is widely used to determine variations in discrete signals [18]. Baccar and Söffker [19] used the method to calculate and decompose the distribution and the accumulated energy of AE at different wear frequencies in tribological pairs. On the other hand, Czarnecki [20] used the STFT variation called a spectrogram, which is based on the quadratic magnitude of the STFT, proposing a new method of demodulation of amplitude in the time-spectral domain.
In the present work, we propose to monitor the wear of the tool electrodes in EDM and develop a methodology for validating the results, using the STFT technique and Shannon Entropy in the acoustic emission signals.
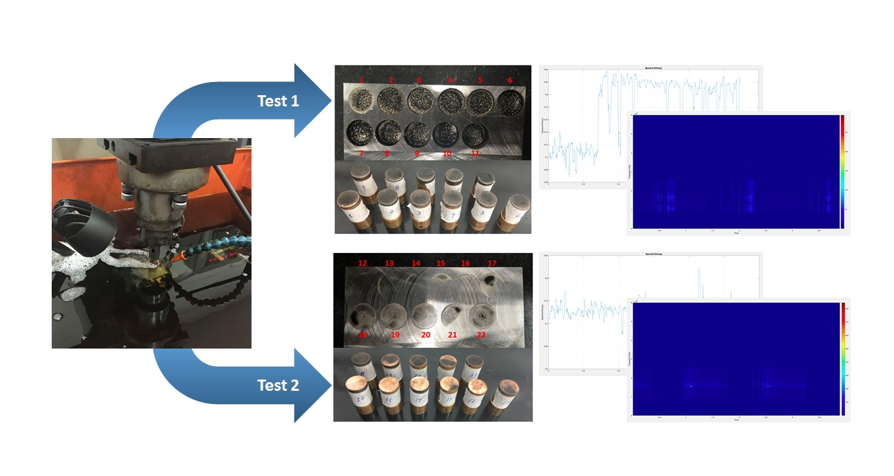
This research seeks to identify and quantify the wear on tool electrodes of the penetrating EDM, using acoustic emission signals generated during the machining process. The methodology of this work is presented, in a simplified way, in the flowchart of Fig. 1.
Two EDM tests were carried out by varying the current application time and amplitude to assess the electrolytic copper tool electrode's performance during machining of AISI H13 Steel. The EDM machining parameters and methods adopted to detect tool electrode wear will be detailed in this chapter.
2.1 Materials
The workpiece material is the AISI H13 steel used for hot work with an excellent combination of hardness and fractures resistance, suitable for hot forging applications dies, aluminum extrusion dies, and molds for injection abrasive polymers. It possesses excellent toughness and good resistance to high temperatures and excellent resistance to thermal fatigue, and superior resistance to thermal shock.
Two solid prismatic blocks (100 mm x 100 mm x 25 mm) of the H13 steel were used, one for each test. Its chemical composition provided by the manufacturer is given in Table 1.
|
AISI H13 |
C |
Mn |
P máx. |
S máx. |
Si |
Cr |
Mo |
V |
|
0,32 − 0,45 |
0,20 − 0,50 |
0,03 |
0,03 |
0,80 − 1,20 |
4,75 − 5,50 |
1,1–1,75 |
0,8 − 1,2 |
The tool electrodes used in the machining process are made of electrolytic copper. It has at least 99.96% purity (or Cu weight). They are used in cylindrical bars with a diameter of 15 mm and a length of 36mm. This metal is less resistant to high temperatures than graphite, a material used as electrodes in EDM (the melting point of graphite is 3923.15 K and copper 1356.15 K). Since graphite has a lower wear rate during EDM in high electrical currents, the electrolytic copper electrode was chosen, generating higher sensitivity to the wear results.
2.2 Methods
A method using the AE signal was proposed to develop a technology that detects the electrodes' degree of wear in EDM. A piezoelectric sensor was installed in the EDM machine to capture the acoustic emission of the process.
Next, all methods, equipment, machining parameters, and measurements used in this work are detailed.
2.2.1 Electric Discharge Machining
The machine used was an EDM 440 NC, with three work axes manufactured by AGIE CHARMILLES LTDA. It has a maximum electric current of 34.5 A and a tool electrode holder head that moves on the Z-axis through linear guides and recirculating ball screw, driven by a stepper motor and electrodes capacity up to 60kg. Linear bearings support the tables on hardened and ground guides to ensure positioning movements' durability and accuracy. The work tray, also called the vat, has a side and a front open to handle and fix the electrode and workpiece.
In the tests performed, the blast washing system was used, a parameter is chosen to avoid drilling holes in the electrode or the part. An industrial dielectric fluid of hydrogenated hydrocarbons manufactured by Archem was selected. This methodology allows the circulation of the dielectric fluid, removing chips/debris from the workpiece and tool electrodes from the work gap during the machining process.
The washing procedure confines the fluid in a closed pumping and filtering cycle, thus returning to the machining process. The dielectric allows isolation of place where electrical discharges are occurring and promotes the cooling of the part and the electrode.
The Physical Acoustics piezoelectric transducer by MISTRAS, model R15i and operating frequency range 50 to 400 kHz, was fixed to the back of the EDM machine's machining tank (Fig. 2), which captured the AE signals generated during the machining process. In turn, the signal conditioner, manufactured by Physical Acoustics, model Spartan 2000, collected the sensor's data. A data acquisition board, LabVIEW software, and a computer were used to manage the data acquisition system. The data acquisition board was manufactured by National Instrument, model PCI-6251 card, whose maximum acquisition rate is 1.2MS/s, installed in an AMD Fusion A8 Quad-Core 2.9 GHz computer with 4 Mb cache, with video card Vision Radeon HD6550D and 8GB of DDR3 1333 RAM and 1Tb of hard disk for these experiments.
2.2.2 Electrode Wear Measurement
Using a precision scale from Ohaus Corporation, model AR2140, the virgin electrode was weighed (before being used in the process) to provide a benchmark for wear, which was obtained by re-weighing the electrode after being used in the machining process and at room temperature to dry all the dielectric fluid which covered it when leaving the EDM machine. The scale used has a maximum weighing capacity of up to 210g, a minimum of 0.01g, and a resolution of 0.001g operating from 283.15 K to 303.15 K.
The difference of weight before and after machining allows calculating the wear. In parallel, having the EA signals measured during the process, it is possible to correlate it with the tool electrode's wear rate.
2.2.3 Scanning Electron Microscopy
With a Scanning Electron Microscope (SEM), manufacturer JEOL and model JSM-IT300, superficial analysis of the Electrolytic Copper electrode and the AISI H13 Steel specimen before and after machining was performed.
Energy dispersion spectrometry (EDS) integrated with the SEM was used to raise maps of the materials' surface atomic composition. This technique promotes an analysis of the percent of each chemical element's mass present on the surface of the analyzed material utilizing x-ray emissions, the results being expressed in histograms [21].
2.2.4 Acoustic Emission Signal Processing and Analysis
After-acquired, the acoustic emission signals were treated by a program in the MATLAB platform, specially developed for this. The signal related to the effective removal of material was delimited. After that, a Butterworth filter was applied in the frequency ranges of 100 to 200 and 200 to 300 kHz. These frequencies were chosen since they were the most reactive during the machining operation, as shown by the STFTs (Figs. 4, 5, 9, and 10). A signal with the same filters already mentioned was also modulated in amplitude (AM), using a carrier of 300 kHz. After that, both signals were square and added together. The result was a square root and then multiplied by the Root Mean Square (RMS) signal. In Fig. 3 presents the EA signal processing process.
2.3 Procedures
Using the EDM machine and solid steel blocks, two EDM tests were carried out. The first with more aggressive parameters and the second with the less aggressive parameters regarding the amount of material removal from the workpiece. AE signals and electrode wear measurements were done for each test.
Regarding the machining parameters for the first test, the electrode with positive polarity was used; duration of the voltage pulse (te), or TON of the machine in 150 µs; the time interval between two successive voltage pulses (to) in 14.835 µs, or DT of the machine in 91% and power for ST current (Standard Transistor) of the machine equal to 11, equivalent to 33 A of electric current.
For the second test, the negative polarity electrode was operated; duration of the voltage pulse (te), or TON of the machine in 2 µs; the time interval between two successive voltage pulses (to) in 4,897 µs, or machine DT in 29% and; power for ST current of the machine equal to 6, equivalent to 18 A of electric current.
Some parameters are identical for the two experiments: voltage of 100 V, erosion time of 1 second, the fixed spacing of the electrode concerning the machined surface of the 1 mm part at each machining period for the circulation of the fluid present in the working gap. In this way, Table 2 presents the summary of the two tests' parameters, following the VDI 3402 standard [22], that regulates EDM tests on penetration EDM machines.
|
Work regime |
|||
|---|---|---|---|
|
Parameters |
Unity |
1° Test |
2° Test |
|
Electrode Polarity |
- |
+ |
- |
|
Tension |
V |
100 |
100 |
|
îe |
A |
33 |
18 |
|
te |
µs |
150 |
2 |
|
ST. |
- |
11 |
6 |
|
DT. |
% |
0,91 |
0,29 |
|
to |
µs |
14835 |
4897 |
|
Erosion time |
s |
1 |
1 |
|
Fixed electrode spacing from the machined workpiece surface |
mm |
1 |
1 |
A total of 22 tool electrodes were used. Before the tests, the 22 electrodes were weighed by the precision scale to obtain the initial masses. Using a virgin electrode and a specimen, scanning electron microscopy was performed to capture high-resolution enlarged images of the surfaces and the identification of the chemical elements present by energy dispersion spectrometry.
Then 11 machining tests were carried out using the most aggressive parameters on the first solid steel block. Each of these 11 tests was performed on a standard surface with a new electrode in the following sequence of time in the operation: 4sec, 1min, 2min, 3mim, 4min, 6min, 8min, 10min, 15min, 20min, and 25min. This methodology allowed the identification of the wear of the tool electrodes in different machining times. In parallel, AE signal samples were collected at defined intervals. After machining and drying, each electrode was weighed again to calculate the worn-out grease.
For the second experiment, a new solid steel block was used with 11 other electrolytic copper electrodes with the same methodology, only varying the machining parameters considered less aggressive.
Signal acquisitions were performed at a rate of 1.2 MHz for 4 seconds in duration for all the tests, thus generating a matrix containing the signal amplitude and its respective time, where all this information was collected by the piezoelectric sensor attached to the structure of the EDM machine together with the LabVIEW platform data acquisition software. Then, the data were processed in MATLAB to prepare the results for analysis.
Briefly, the transducer captures the AE signals from the EDM machine in operation, where the data conditioner provides structured information for a routine inserted in the data processing software, which in turn, performs the elaboration of information conclusively.
With the completion of machining, it is possible to obtain the AE signals' behavior during a period and the wear of each of the 22 tool electrodes by calculating the difference of the initial and final mass measured on the precision scale. With the AE signals treated, it is possible to relate these data to the electrodes' wear.
After machining, the tool electrodes are analyzed in the SEM. Using the EDS; it is possible to perform a chemical analysis of the eroded surfaces to identify the elements present on them.
The EDM acoustic emission signals were analyzed using STFTs to verify whether there are behavioral patterns in them. In all treated AE signals (Figs. 4, 5, 9, and 10), it is possible to observe the EDM excitation pulses and an exciting frequency range from 90 kHz to 300 kHz. These characteristics allow the creation of filters for the analysis of just one pulse.
The AE signals at the beginning (4 s) of the 1st test (Fig. 4), at the beginning of the pulse, show excitation in the entire range from 67 kHz to 273 kHz (from 0.45s to 0.8s) with peaks in the frequencies of 105 kHz and 156 kHz, creating two tracks with these peak frequencies that are repeated in the middle and at the end of the pulse (1.1s and 1.6s respectively). After this period, the excitation range reduces from 67 kHz to 175 kHz (0.8 s to 1.1 s and from 1.2 s to 1.5 s). The same logic is presented in the next pulse (1.9s to 3s).
At the end of the first test, with a machining time of 25 min, the STFT of the AE signals (Fig. 5) presents an excitation range from 67 kHz to 273 kHz in the EDM pulses. In the first test, the aggressive parameters and high material removal rate promote a rapid deposition of carbon on the tool electrode surface (Fig. 6). This causes changes in the AE signals' behavior according to the mechanisms and phenomena involved in the process.
Mohri et al. [23] reported that during EDM, with hydrocarbons as the dielectric fluid and copper tool electrodes, there was a deposition on the tool electrode surface of a carbon layer from the decomposition of the oil during the electrical discharge. The attacked surface acted as a catalyst for depositing more carbon on the electrode.
This can be seen in Fig. 6 and Fig. 7. Carbon deposition is already high since the beginning of the test, as shown by the EDS spectrum by means of the carbon percentage (49.4%) and the electrode image (Fig. 6). At the end of the first test, there was a relative increase in the percentage of carbon in the electrode (52.3%), a large amount (Fig. 7). It is also observed deposition of iron from the workpiece on the cooper tool electrode since the beginning of the test (26.3%) until the end (23.2%), which in a way explains the low energy of the AE signal, since with the deposition of work material and dielectric elements on the surface of the tool electrode the opening of the current is more complicated and increases the process temperature.
In the STFT of the AE signal of the 2nd EDM test at the beginning (4 s) of the material removal (Fig. 8), the same exciting frequencies are noted in the first test's signals. In this case, the signals have greater energy, peaking at 161kHz with 595 mV / V. Despite the greater energy, the second test's electrodes suffered less carbide deposition, as shown in Fig. 10 through the EDS spectrum and visualization of the electrode surface.
Marafona and Wykes [24] explain that the carbon layer protects the electrode and reduces its efficiency and wear. This explains the first test signals (Fig. 4 and Fig. 5), although more aggressive, generate signals with less energy than the signals from the second test (Fig. 8 and Fig. 9).
In the STFT of the second test with 25 min of machining time (Fig. 9), the signals also follow the pulse model with a peak in the frequency of 161 kHz with the energy of 853 mV / V. A range at that frequency is excited throughout the pulse. High carbon content is also observed at the end of the second test with 52.6% (Fig. 11), like the first test's EDS result.
Klink et al. [25] evaluated the AE signals in the AISI 4140 steel EDM using a brass electrode applying a 100 to 400 kHz bandpass filter. According to them, there was a greater predominance of signals. This corroborates with what was found in this work, where signals from 67 kHz to 300 kHz were seen.
From the STFTs of the AE signals, it is noted that the signals are excited in pulses, which marked the creation of the signal separation. Also, it is observed that the signals of the first test have less energy than the signals of the second test, although the former is more aggressive in terms of material removal. It is also noted that the signals from the first test excite a larger and more uniform frequency range from 67 kHz to 273 kHz, while the signals from the second test have greater amplitudes and a signal concentrated in the frequency range from 100 kHz to 200 kHz.
Tönshoff et al. [26] observed that the increase in temperature causes the crystalline arrangement to "loosen" and directly affected the AE signals, reducing them. This explains why the AE signals in the first test have less energy than those in the second test.
Analyzing the results through the spectral entropy of the signal from a period of the beginning of the first test (Fig. 12), it is noted that the entropy value is around 0.76. As for the entropy at the end of the test after 25 min of machining (Fig. 13), the pulse average rises to 0.78 without an increase in the value characteristic of the interval between material removal periods. In the spectral entropy, the value 1 shows a non-random representation, that is, without variations, and a value close to 0 shows an utterly random representation. Therefore, in the first test, the AE signals became less random (0.69 to 0.78 in the beginning e 0.70 to 0.80 in the end), demonstrating greater homogeneity in their distribution. This is consistent with less variation in the phenomena in the system.
In the analysis of the signals of the second test's spectral entropy (Fig. 14), the signal at the beginning of the process has an entropy value of around 0.65. In the end, with 25 min of machining (Fig. 15), the entropy has a value of around 0.73. In the second test, there is less deposition of carbide on the electrode at the beginning of the process (22.1%). This means that the signal has only components from the EDM. At the end of the test, as the electrode already contains a greater amount of deposited carbide (52.6%), the signal becomes more attenuated, a behavior similar to that of the first test.
Spectral entropies corroborate the visual characteristics of the tool and workpiece electrodes used in the process. The first test is characterized by high carbonization, from the first minute of the test (electrode 1 of Fig. 16), remaining high throughout the process. In the second test, the tool electrodes' carbonization is much less evident (Fig. 17). The same can be said of the eroded workpieces.
With the weighing of the tool electrodes, it is possible to obtain how much material is lost in the machining process to which they were submitted. To better achieve mass loss, each electrode is weighed three times before and after machining. Table 3 shows the average of the weight differences of these weighings and their respective standard deviations.
|
Weight Loss |
|||||
|---|---|---|---|---|---|
|
Nº |
Time |
Test 01 |
Test 02 |
||
|
[g/mim] |
σ [10− 6] |
[g/mim] |
σ [10− 6] |
||
|
1 |
00:00 |
0,019 |
57,7 |
-0,003 |
208,2 |
|
2 |
00:01 |
0,092 |
152,8 |
-0,006 |
152,8 |
|
3 |
00:02 |
0,086 |
100,0 |
-0,001 |
0,0 |
|
4 |
00:03 |
0,069 |
152,8 |
-0,001 |
115,5 |
|
5 |
00:04 |
0,059 |
577,4 |
-0,002 |
100,0 |
|
6 |
00:06 |
0,061 |
152,8 |
0,000 |
115,5 |
|
7 |
00:08 |
0,051 |
264,6 |
0,001 |
173,2 |
|
8 |
00:10 |
0,062 |
0,0 |
0,001 |
57,7 |
|
9 |
00:15 |
0,049 |
152,8 |
0,001 |
152,8 |
|
10 |
00:20 |
0,042 |
100,0 |
0,001 |
0,0 |
|
11 |
00:25 |
0,034 |
435,9 |
0,001 |
0,0 |
Figure 18 shows the material loss of each of the 22 tool electrodes in their respective machining test, mapping material loss over the 25 minutes studied. For greater clarity of each experiment's wear performance, each test presents its respective order in the graph below. Test 02 has a resolution ten times greater than that of test 01.
Analyzing the averages of the spectral entropies of the signals treated with a bandpass filter from 100 kHz to 200 kHz (Fig. 19) and comparing it with the graphs of wear against time (Fig. 18), it is noted that, in the first test, the first average has a value of 0.747, falling to 0.731. After that, the average grows to reach a maximum of 0.761 in the 8 min of testing, and after that, it reduces to 0.751. As the spectral entropy inversely demonstrates the signal energy, at the beginning of the test, a low intensity signal grows in the intermediate times (4 min and 6 min), reducing until the end of the test, in 25 min and comparing the wear of the electrode by weight (Fig. 18) with the averages of spectral entropy it is observed that the wear behavior is remarkably close. As the deposition of carbon protects the tool [24], the wear rate is high at the beginning, it grows, and soon afterward, the formation of a carbon layer makes it difficult to increase (reducing the wear rate), as it approaches the end of the test (time of 25 min). Also, the aggressiveness of the process causes the temperature to rise and generate a smaller signal amplitude.
In the averages of the second test's spectral entropy, a decrease in the averages is noted up to 6 min and then an increase in the average of the spectral entropy until the end of the experiment. Looking at the wear graph (Fig. 18), his comportment of the wear (test 2) is remarkably similar to the behavior of spectral entropy of treated signal in Fig. 19.
The averages of the tests' spectral entropies applying a bandpass filter from 200 kHz to 300 kHz are presented in Fig. 20. In the first test, the averages fall, demonstrating the deposition of carbon on the tool electrode's surface. The same occurs in the second test, which has a milder deposition of carbon.
Through spectral entropy and STFT, the present work evaluated the AE signals in EDM of H13 steel using electrolytic copper tool electrodes and hydrocarbon dielectric fluid. The results allowed the following conclusions to be drawn:
- Analyses of the AE signals captured during EDM were able to detect carbon deposition on the tool electrodes that proved using the EDS analysis.
- The use of STFT detected the distinction of pulses and their respective spectra to develop the filters used.
- The dispersion of the EA signals demonstrated through spectral entropy correlates with the deposition of carbon on the tool electrode's surface in the process.
- The technique proved to be promising in detecting electrode wear and its evolution, in addition to the deposition of carbon on its surface, remembering that spectral entropy responds in an inverse way to the phenomena evaluated.
ACKNOWLEDGEMENTS
The authors would like to acknowledge (i) CAPES and (ii) PUC Minas, especially PROPPG Mecânica for their continuous support to research and development (R&D), crucial for technological development and for this work achievements.
FUNDING
This study was financed in part by the Coordenação de Aperfeiçoamento de Pessoal de Nível Superior - Brasil (CAPES) Finance Code 001
CONFLICTS OF INTEREST/COMPETING
Not applicable' for that section.
AVAILABILITY OF DATA AND MATERIAL
Not applicable' for that section.
CODE AVAILABILITY
Not applicable' for that section.
ETHICS APPROVAL
Not applicable' for that section.
CONSENT TO PARTICIPATE
Not applicable' for that section.
CONSENT FOR PUBLICATION
Not applicable' for that section.
AUTHORS' CONTRIBUTIONS
Not applicable' for that section.
- Ho KH, Newman ST (2003) State of the art electrical discharge machining (EDM). Int J Mach Tools Manuf 43:1287–1300. https://doi.org/10.1016/S0890-6955(03)00162-7
- Schubert A, Zeidler H, Oschätzchen MH et al (2013) cing Micro-EDM using Ultrasonic Vibration and Approaches for Machining of Nonconducting Ceramics. Strojniški Vestn – J Mech Eng 59:156–164. https://doi.org/10.5545/sv-jme.2012.442
- Masuzawa T (2000) State of the art of micromachining. CIRP Ann - Manuf Technol 49:473–488. https://doi.org/10.1016/S0007-8506(07)63451-9
- Jahan MP, Wong YS, Rahman M (2009) A study on the quality micro-hole machining of tungsten carbide by micro-EDM process using transistor and RC-type pulse generator. J Mater Process Technol 209:1706–1716. https://doi.org/10.1016/j.jmatprotec.2008.04.029
- Ho KH, Newman ST, Rahimifard S, Allen RD (2004) State of the art in wire electrical discharge machining (WEDM). Int J Mach Tools Manuf 44:1247–1259. https://doi.org/10.1016/j.ijmachtools.2004.04.017
- Wang P, Li B, Shi G et al (2018) Non-linear mechanism in electrical discharge machining process. Int J Adv Manuf Technol 97:1687–1696. https://doi.org/10.1007/s00170-018-1888-y
- Yan MT, Huang KY, Lo CY (2009) A study on electrode wear sensing and compensation in Micro-EDM using machine vision system. Int J Adv Manuf Technol 42:1065–1073. https://doi.org/10.1007/s00170-008-1674-3
- Bleys P, Kruth JP, Lauwers B et al (2002) Real-time tool wear compensation in milling EDM. CIRP Ann - Manuf Technol 51:157–160. https://doi.org/10.1016/S0007-8506(07)61489-9
- Lee CS, Heo EY, Kim JM et al (2015) Electrode wear estimation model for EDM drilling. Robot Comput Integr Manuf 36:70–75. https://doi.org/10.1016/j.rcim.2015.02.001
- Li X (2002) A brief review: Acoustic emission method for tool wear monitoring during turning. Int J Mach Tools Manuf 42:157–165. https://doi.org/10.1016/S0890-6955(01)00108-0
- Li N, Wang F, Song G (2020) New entropy-based vibro-acoustic modulation method for metal fatigue crack detection: An exploratory study. Meas J Int Meas Confed 150:. https://doi.org/10.1016/j.measurement.2019.107075
- Maia LHA, Abrao AM, Vasconcelos WL et al (2015) A new approach for detection of wear mechanisms and determination of tool life in turning using acoustic emission. Tribol Int 92:519–532. https://doi.org/10.1016/j.triboint.2015.07.024
- Dornfield DA, Lee Y, Chang A (2003) Monitoring of ultraprecision machining processes. Int J Adv Manuf Technol 21:571–578. https://doi.org/10.1007/s00170-002-1294-2
- De La Rosa JJG, Pérez AA, Salas JCP, Fernández JMS (2015) A novel measurement method for transient detection based in wavelets entropy and the spectral kurtosis: An application to vibrations and acoustic emission signals from termite activity. Meas J Int Meas Confed 68:58–69. https://doi.org/10.1016/j.measurement.2015.02.044
- Karimian SF, Modarres M, Bruck HA (2020) A new method for detecting fatigue crack initiation in aluminum alloy using acoustic emission waveform information entropy. Eng Fract Mech 223:. https://doi.org/10.1016/j.engfracmech.2019.106771
- Sharma V, Parey A (2016) A Review of Gear Fault Diagnosis Using Various Condition Indicators. In: Procedia Engineering. pp 253–263
- Hao Q, Zhang X, Wang Y et al (2018) A novel rail defect detection method based on undecimated lifting wavelet packet transform and Shannon entropy-improved adaptive line enhancer. J Sound Vib 425:208–220. https://doi.org/10.1016/j.jsv.2018.04.003
- Marinescu I, Axinte D (2009) A time-frequency acoustic emission-based monitoring technique to identify workpiece surface malfunctions in milling with multiple teeth cutting simultaneously. Int J Mach Tools Manuf 49:53–65. https://doi.org/10.1016/j.ijmachtools.2008.08.002
- Baccar D, Söffker D (2015) Wear detection by means of wavelet-based acoustic emission analysis. Mech Syst Signal Process 60:198–207. https://doi.org/10.1016/j.ymssp.2015.02.012
- Czarnecki K (2016) The instantaneous frequency rate spectrogram. Mech Syst Signal Process 66–67:361–373. https://doi.org/10.1016/j.ymssp.2015.06.029
- Bonfá MM, Costa ÉS, Sales WF et al (2019) Evaluation of tool life and workpiece surface roughness in turning of AISI D6 hardened steel using PCBN tools and minimum quantity of lubricant (MQL) applied at different directions. Int J Adv Manuf Technol 103:971–984. https://doi.org/10.1007/s00170-019-03619-z
- Ingenieure V des VD (1994) VDI 3402 (1994): APPLICATION OF ELECTRICAL DISCHARGE MACHINING (EDM)
- Mohri N, Suzuki M, Furuya M et al (1995) Electrode Wear Process in Electrical Discharge Machinings. CIRP Ann - Manuf Technol 44:165–168. https://doi.org/10.1016/S0007-8506(07)62298-7
- Marafona J, Wykes C (2000) New method of optimising material removal rate using EDM with copper-tungsten electrodes. Int J Mach Tools Manuf 40:153–164. https://doi.org/10.1016/S0890-6955(99)00062-0
- Klink A, Holsten M, Schneider S, Koshy P (2016) Acoustic emission signatures of electrical discharge machining. CIRP Ann - Manuf Technol 65:229–232. https://doi.org/10.1016/j.cirp.2016.04.082
- Tönshoff HK, Jung M, Männel S, Rietz W (2000) Using acoustic emission signals for monitoring of production processes. Ultrasonics 37:681–686. https://doi.org/10.1016/S0041-624X(00)00026-3
{kind=link}